






Принципите на лазерното заваряване
Лазерно заваряванеизползва отличната насоченост и висока плътност на мощността на лазерния лъч, за да работи.Чрез оптична система лазерният лъч се фокусира върху много малка площ, създавайки силно концентриран източник на топлина за много кратък период.Този процес стопява материала в точката на заваряване, образувайки втвърдено заваръчно петно и шев.
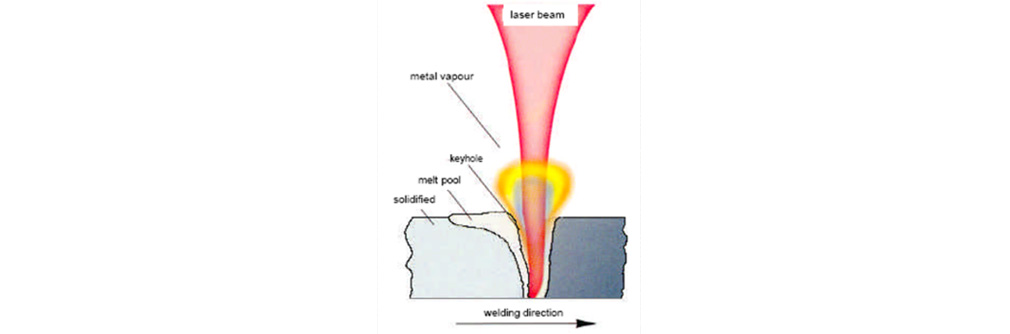
·Лазерното заваряване обикновено се разделя на проводящо заваряване и заваряване с дълбоко проникване.
·Плътност на мощността на лазера 105~106w/cm2води до лазерно проводящо заваряване.
·Плътност на мощността на лазера 105~106w/cm2води до лазерно заваряване с дълбоко проникване.
Характеристики на лазерното заваряване
В сравнение с други методи за заваряване, лазерното заваряване притежава следните характеристики:
·Фокусирана енергия, висока ефективност на заваряване, висока прецизност на обработка и голямо съотношение на дълбочина към ширина на заваръчния шев.
·Ниско подаване на топлина, малка зона на топлинно въздействие, минимално остатъчно напрежение и ниска деформация на детайла.
·Безконтактно заваряване, оптично предаване, добра достъпност и високо ниво на автоматизация.
·Гъвкава конструкция на фугата, спестяваща суровини.
·Заваръчната енергия може да се контролира прецизно, осигурявайки стабилни резултати при заваряване и добър външен вид на заваряване.
Заваряване на стомана и нейните сплави
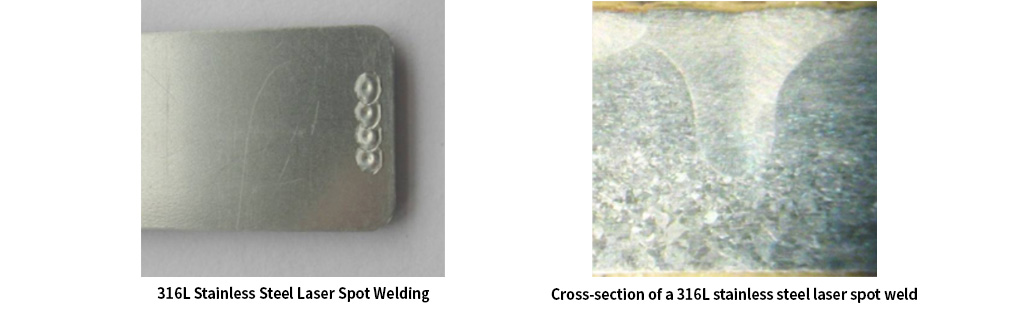
·Неръждаемата стомана може да постигне добри резултати при заваряване с помощта на стандартна квадратна вълна.
·Когато проектирате заварени конструкции, опитайте се да държите заваръчните точки далеч от неметални вещества, доколкото е възможно.
·За да се изпълнят изискванията за здравина и външен вид, препоръчително е да се запази достатъчно площ за заваряване и дебелина на детайла.
·По време на заваряване е от съществено значение да се гарантира чистотата на детайла и сухотата на околната среда.
Заваряване на алуминий и неговите сплави
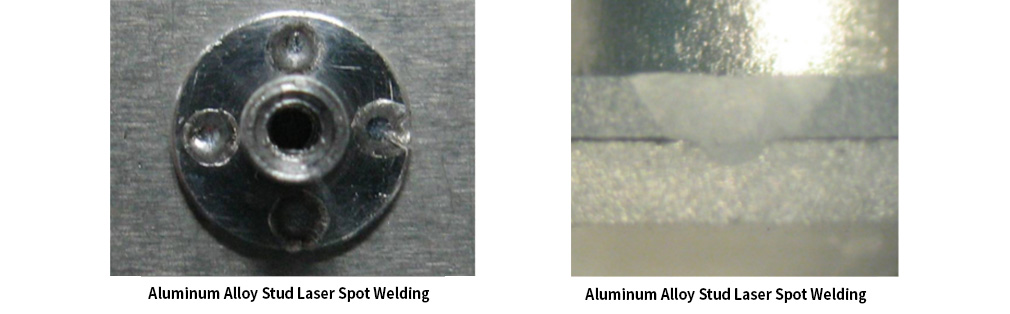
·Материалите от алуминиева сплав имат висока отразяваща способност;следователно е необходима висока пикова мощност на лазера по време на заваряване.
·По време на импулсно точково заваряване са склонни да се появят пукнатини, което влияе върху якостта на заваряване.
·Съставът на материала е склонен към сегрегация, което води до разпръскване.Препоръчително е да изберете висококачествени суровини.
·Като цяло, използването на голям размер на петна и дълга ширина на импулса може да постигне по-добри резултати при заваряване.
Заваряване на мед и нейните сплави
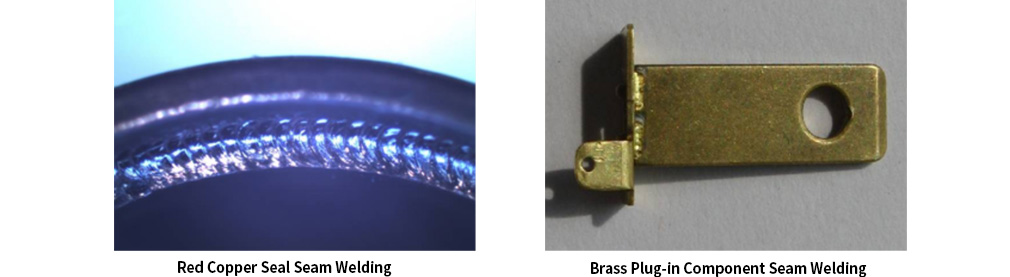
·Медните материали имат по-висока отразяваща способност в сравнение с алуминиевите сплави, което изисква по-висока пикова лазерна мощност за заваряване.Лазерната глава трябва да бъде наклонена под определен ъгъл.
·За някои медни сплави, като месинг и бронз, трудността при заваряване се увеличава поради влиянието на елементите на сплавта.Трябва да се обърне внимание на избора на параметри на процеса на заваряване.
Заваряване на различни метали

·Може ли да се образува твърд разтвор.
·Има ли значителна разлика в електроотрицателността между разнородните метали.
·Други влияещи фактори.
Дали разнородните метали могат да образуват висококачествени заваръчни съединения зависи главно от физичните свойства, химичните свойства, химичния състав и мерките на процеса на металите, които ще бъдат заварени.Това обикновено се разглежда от следните аспекти:
·Дали може да се образува твърд разтвор зависи от това дали разнородните метали могат взаимно да се разтварят в течно и твърдо състояние.Само когато могат да се разтворят един в друг за неопределено време, може да се образува здрава и солидна заваръчна връзка.Като цяло, значителна разтворимост или дори неограничена разтворимост е постижима само когато разликата в атомния радиус между двата метала е по-малка от приблизително 14% до 15%.
·Дали има значителна разлика в електроотрицателността между различни метали също е от решаващо значение.Колкото по-голяма е разликата, толкова по-силен е техният химичен афинитет, който има тенденция да води до образуването на съединения, а не на твърди разтвори.В резултат на това се намалява разтворимостта на образувалия се твърд разтвор и се понижава здравината на заваръчното съединение.
·Освен това, заваряването на различни метали е силно повлияно от свойства като точки на топене, коефициенти на топлинно разширение, топлопроводимост, специфична топлина, окисляемост и отразяваща способност на участващите материали.Колкото по-голяма е разликата в тези физични свойства, толкова по-трудно е да се заварява и толкова по-слаба е якостта на получената заваръчна връзка.
·Обикновено лазерното заваряване на различни метални материали като стомана с мед, алуминий и никел, както и мед с никел, показва добра заваряемост, което води до задоволително качество на заваряване.
Лазерното заваряване намира широко приложение в различни сектори, включително, но не само, следните области:
1: Заваряване на различни метали
Лазерното заваряване се използва широко в производствените индустрии като автомобилостроенето, космическата индустрия, електрониката и машиностроенето.Използва се за заваряване на компоненти и сглобяване на конструкции, като повишава ефективността на производството и качеството на продукта.
2: Медицински изделия
В производството на медицински изделия лазерното заваряване се използва за свързване и сглобяване на малки, прецизни компоненти, осигурявайки висококачествени продукти, като същевременно се избягва прекомерното топлинно въздействие върху материалите.
3: Електроника
Благодарение на високата си прецизност и ниското потребление на топлина, лазерното заваряване се прилага широко в производството на електронни устройства, включително заваряване на печатни платки и микроелектронни компоненти.
4: Космонавтика
Лазерното заваряване се използва в аерокосмическия сектор за производство на въздухоплавателни средства и аерокосмически компоненти, което позволява лек дизайн и високоякостни връзки.
5: Енергиен сектор
В енергийната индустрия лазерното заваряване се използва за производство на слънчеви панели, оборудване за ядрена енергия и други компоненти, свързани с производството на енергия.
6: Бижута и часовникарство
Като се има предвид неговата адаптивност към фини и сложни структури, лазерното заваряване често се използва в производството на бижута и часовници за свързване и ремонт на деликатни компоненти.
7: Автомобилна индустрия
В автомобилното производство лазерното заваряване се използва за свързване на автомобилни компоненти, подобряване на ефективността на заваряване и подобряване на качеството на продукта.
Като цяло високата прецизност, скоростта и многофункционалността на лазерното заваряване го правят широко приложимо в производството и производствените области.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Време на публикуване: 17 януари 2024 г