






Tehnologija laserskog čišćenja koristi usku širinu impulsa, lasere velike gustine snage na površini objekta koji se čisti.Kombinovanim efektima brzih vibracija, isparavanja, raspadanja i plazma pilinga, zagađivači, mrlje od rđe ili premazi na površini podležu trenutnom isparavanju i odvajanju, čime se postiže čišćenje površine.
Lasersko čišćenje nudi prednosti kao što su beskontaktno, ekološki prihvatljivo, efikasna preciznost i bez oštećenja podloge, što ga čini primjenjivim u različitim scenarijima.
Lasersko čišćenje

Zeleno i efikasno
Industrija guma, industrija nove energije i industrija građevinskih mašina, između ostalih, široko primjenjuju lasersko čišćenje.U eri ciljeva "dvostrukog ugljika", lasersko čišćenje se pojavljuje kao novo rješenje na tradicionalnom tržištu čišćenja zbog svoje visoke efikasnosti, precizne kontrole i ekoloških karakteristika.
Koncept laserskog čišćenja:
Lasersko čišćenje uključuje fokusiranje laserskih zraka na površinu materijala kako bi se brzo isparili ili odlijepili površinski zagađivači, čime se postiže čišćenje površine materijala.U poređenju sa različitim tradicionalnim fizičkim ili hemijskim metodama čišćenja, lasersko čišćenje karakteriše nedostatak kontakta, potrošnog materijala, zagađenja, visoka preciznost i minimalno ili nikakvo oštećenje, što ga čini idealnim izborom za novu generaciju tehnologije industrijskog čišćenja.
Princip laserskog čišćenja:
Princip laserskog čišćenja je složen i može uključivati i fizičke i hemijske procese.U mnogim slučajevima dominiraju fizički procesi, praćeni parcijalnim hemijskim reakcijama.Glavni procesi se mogu kategorizirati u tri tipa: proces isparavanja, proces šoka i proces oscilovanja.
Proces gasifikacije:
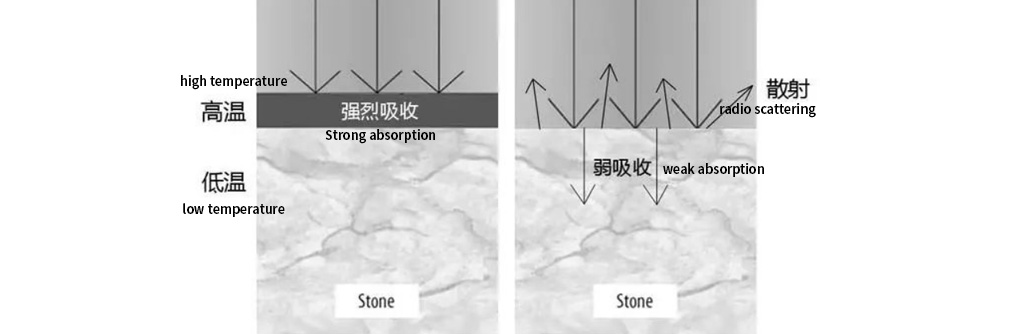
Kada se lasersko zračenje visoke energije primjenjuje na površinu materijala, površina apsorbira lasersku energiju i pretvara je u unutrašnju energiju, uzrokujući brzo povećanje temperature površine.Ovaj porast temperature dostiže ili premašuje temperaturu isparavanja materijala, uzrokujući da se zagađivači odvoje od površine materijala u obliku pare.Selektivna vaporizacija se često događa kada je stopa apsorpcije zagađivača u laseru značajno veća od one supstrata.Tipičan primjer primjene je čišćenje prljavštine na kamenim površinama.Kao što je prikazano na dijagramu ispod, zagađivači na površini kamena snažno apsorbiraju laser i brzo isparavaju.Kada se zagađivači potpuno uklone, a laser ozrači površinu kamena, apsorpcija je slabija, a više laserske energije se raspršuje po površini kamena.Posljedično, dolazi do minimalne promjene temperature površine kamena, čime se štiti od oštećenja.
Tipičan proces koji prvenstveno uključuje hemijsko djelovanje događa se pri čišćenju organskih zagađivača ultraljubičastim laserima talasne dužine, proces poznat kao laserska ablacija.Ultraljubičasti laseri imaju kraće talasne dužine i veću energiju fotona.Na primjer, KrF ekscimer laser s talasnom dužinom od 248 nm ima energiju fotona od 5 eV, što je 40 puta veće od fotona CO2 lasera (0,12 eV).Tako visoka energija fotona je dovoljna da razbije molekularne veze u organskim materijalima, uzrokujući lomljenje CC, CH, CO, itd., veza u organskim zagađivačima nakon apsorpcije energije fotona lasera, što dovodi do pirolitičke gasifikacije i uklanjanja iz površine.
Šok proces u laserskom čišćenju:
Proces šoka u laserskom čišćenju uključuje niz reakcija koje se javljaju tokom interakcije između lasera i materijala, što rezultira udarnim valovima koji utječu na površinu materijala.Pod uticajem ovih udarnih talasa, površinski zagađivači se razbijaju u prašinu ili fragmente, ljušteći se sa površine.Mehanizmi koji uzrokuju ove udarne talase su različiti, uključujući plazmu, paru i fenomene brzog termičkog širenja i kontrakcije.
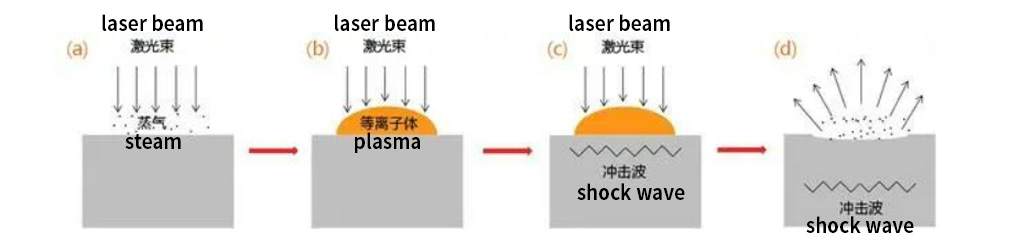
Uzimajući za primjer udarne valove plazme, možemo ukratko razumjeti kako proces šoka u laserskom čišćenju uklanja površinske zagađivače.Uz primjenu lasera ultra-kratke širine impulsa (ns) i ultra velike vršne snage (107–1010 W/cm2), površinska temperatura može naglo porasti do temperature isparavanja čak i ako je površinska apsorpcija lasera slaba.Ovo brzo povećanje temperature stvara paru iznad površine materijala, kao što je prikazano na slici (a).Temperatura pare može doseći 104 – 105 K, što je dovoljno da ionizira samu paru ili okolni zrak, formirajući plazmu.Plazma blokira laser da dopre do površine materijala, što može zaustaviti površinsko isparavanje.Međutim, plazma nastavlja da apsorbuje lasersku energiju, dodatno povećavajući svoju temperaturu i stvarajući lokalizovano stanje ekstremno visoke temperature i pritiska.Ovo stvara trenutni udar od 1-100 kbar na površinu materijala i progresivno se prenosi prema unutra, kao što je prikazano na ilustracijama (b) i (c).Pod udarom udarnog vala, površinski zagađivači se lome u sićušnu prašinu, čestice ili fragmente.Kada se laser udalji od ozračene lokacije, plazma brzo nestaje, stvarajući lokalni negativni pritisak, a čestice ili fragmenti zagađivača se uklanjaju sa površine, kao što je prikazano na ilustraciji (d).
Proces oscilovanja u laserskom čišćenju:
U procesu osciliranja laserskog čišćenja, zagrijavanje i hlađenje materijala se odvijaju izuzetno brzo pod utjecajem kratkopulsnih lasera.Zbog različitih koeficijenata toplinskog širenja različitih materijala, površinski zagađivači i podloga podliježu visokofrekventnom toplinskom širenju i kontrakciji različitog stupnja kada su izloženi kratkopulsnom laserskom zračenju.To dovodi do oscilatornog efekta koji uzrokuje da se zagađivači odlijepe s površine materijala.
Tokom ovog procesa pilinga, možda neće doći do isparavanja materijala, niti se nužno formira plazma.Umjesto toga, proces se oslanja na sile smicanja koje se stvaraju na granici između zagađivača i supstrata pod oscilatornim djelovanjem, koje prekidaju vezu između njih.Studije su pokazale da blago povećanje ugla lasera može poboljšati kontakt između lasera, čestica zagađivača i supstrata.Ovaj pristup snižava prag za lasersko čišćenje, čineći oscilatorni efekat izraženijim i poboljšavajući efikasnost čišćenja.Međutim, upadni ugao ne bi trebao biti prevelik, jer vrlo veliki ugao može smanjiti gustoću energije koja djeluje na površinu materijala, čime se slabi sposobnost čišćenja lasera.
Industrijska primjena laserskog čišćenja:
1: Industrija kalupa
Lasersko čišćenje omogućava beskontaktno čišćenje kalupa, osiguravajući sigurnost površina kalupa.Garantuje preciznost i može očistiti čestice prljavštine ispod mikrona koje se tradicionalnim metodama čišćenja mogu teško ukloniti.Time se postiže istinsko čišćenje bez zagađenja, efikasno i visokokvalitetno čišćenje.

2: Industrija preciznih instrumenata
U preciznoj mehaničkoj industriji, komponente često moraju imati uklonjene estre i mineralna ulja koja se koriste za podmazivanje i otpornost na koroziju.Hemijske metode se obično koriste za čišćenje, ali često ostavljaju ostatke.Lasersko čišćenje može u potpunosti ukloniti estre i mineralna ulja bez oštećenja površine komponenti.Laserski inducirane eksplozije oksidnih slojeva na površinama komponenti rezultiraju udarnim valovima, uzrokujući uklanjanje kontaminanata bez mehaničke interakcije.

3: Željeznička industrija
Trenutno, čišćenje tračnica prije zavarivanja uglavnom koristi brušenje i brušenje kotača, što dovodi do ozbiljnog oštećenja podloge i preostalog naprezanja.Štaviše, troši značajnu količinu abrazivnog potrošnog materijala, što rezultira visokim troškovima i ozbiljnim zagađenjem prašinom.Lasersko čišćenje može pružiti visokokvalitetnu, efikasnu i ekološki prihvatljivu tehniku čišćenja za proizvodnju brzih željezničkih pruga u Kini.On se bavi pitanjima kao što su bešavne rupe na šinama, sive mrlje i defekti u zavarivanju, poboljšavajući stabilnost i sigurnost operacija na železnici velike brzine.
4: Vazduhoplovna industrija
Površine aviona je potrebno prefarbati nakon određenog perioda, ali prije farbanja staru boju u potpunosti ukloniti.Hemijsko uranjanje/brisanje je glavna metoda skidanja boje u sektoru vazduhoplovstva, koja uzrokuje značajan hemijski otpad i nemogućnost da se postigne lokalizovano uklanjanje boje radi održavanja.Laserskim čišćenjem može se postići visokokvalitetno uklanjanje boje sa površine kože aviona i lako se prilagođava automatizovanoj proizvodnji.Trenutno je ova tehnologija počela da se primenjuje u održavanju nekih vrhunskih modela aviona u inostranstvu.
5: Pomorska industrija
Predproizvodno čišćenje u pomorskoj industriji obično koristi metode pjeskarenja, uzrokujući ozbiljno zagađenje okoline prašinom.Kako se pjeskarenje postupno zabranjuje, to je dovelo do smanjenja proizvodnje ili čak gašenja brodograditeljskih kompanija.Tehnologija laserskog čišćenja osigurat će zeleno rješenje za čišćenje bez zagađenja za antikorozivne premaze brodskih površina.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Vrijeme objave: Jan-16-2024