






Principi laserskog zavarivanja
Lasersko zavarivanjekoristi odlične karakteristike usmjerenosti i visoke gustoće snage laserske zrake za rad.Kroz optički sistem, laserski snop se fokusira na vrlo malu površinu, stvarajući visoko koncentrirani izvor topline u vrlo kratkom periodu.Ovaj proces topi materijal na mjestu zavarivanja, formirajući čvrsto mjesto zavarivanja i šav.
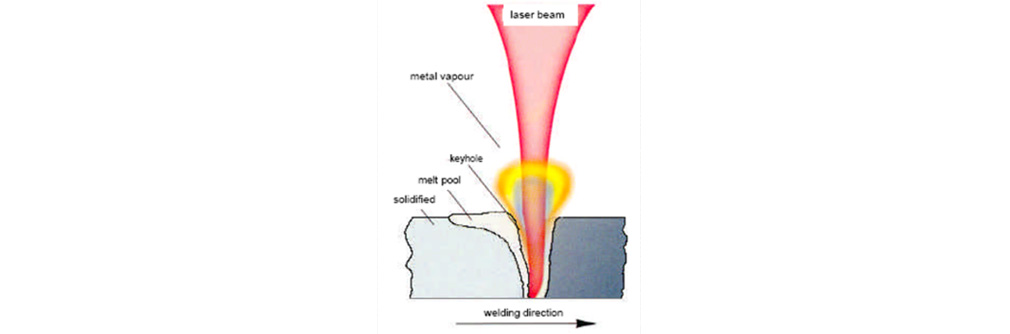
·Lasersko zavarivanje se općenito dijeli na provodljivo zavarivanje i zavarivanje dubokog prodora.
·Gustina snage lasera je 105~106w/cm2rezultira laserskim provodljivim zavarivanjem.
·Gustina snage lasera je 105~106w/cm2rezultira laserskim zavarivanjem dubokog prodiranja.
Karakteristike laserskog zavarivanja
U poređenju sa drugim metodama zavarivanja, lasersko zavarivanje ima sledeće karakteristike:
·Fokusirana energija, visoka efikasnost zavarivanja, visoka preciznost obrade i veliki omjer dubine i širine zavarenog šava.
·Nizak unos toplote, mala zona uticaja toplote, minimalno zaostalo naprezanje i mala deformacija radnog komada.
·Beskontaktno zavarivanje, optički prijenos, dobra pristupačnost i visok nivo automatizacije.
·Fleksibilan dizajn spojeva, štedeći sirovine.
·Energija zavarivanja može se precizno kontrolisati, osiguravajući stabilne rezultate zavarivanja i dobar izgled zavarivanja.
Zavarivanje čelika i njegovih legura
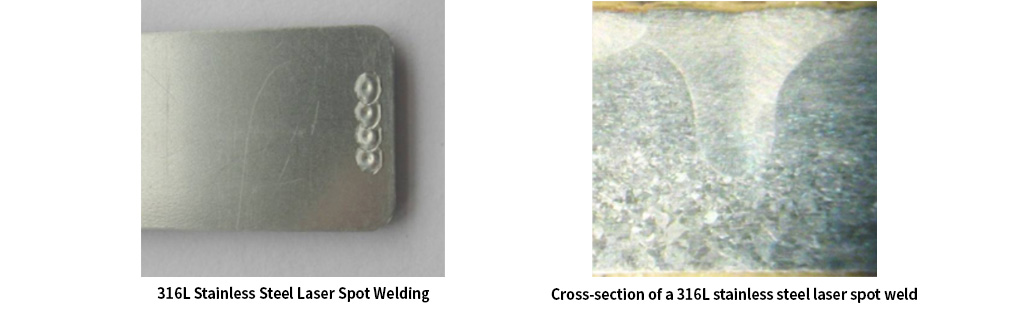
·Nehrđajući čelik može postići dobre rezultate zavarivanja koristeći standardni kvadratni val.
·Prilikom projektovanja zavarenih konstrukcija, pokušajte da mesta vara što je više moguće držite dalje od nemetalnih supstanci.
·Da bi se ispunili zahtjevi za čvrstoćom i izgledom, preporučljivo je rezervirati dovoljno područje zavarivanja i debljinu radnog komada.
·Prilikom zavarivanja važno je osigurati čistoću radnog komada i suhoću okoline.
Zavarivanje aluminijuma i njegovih legura
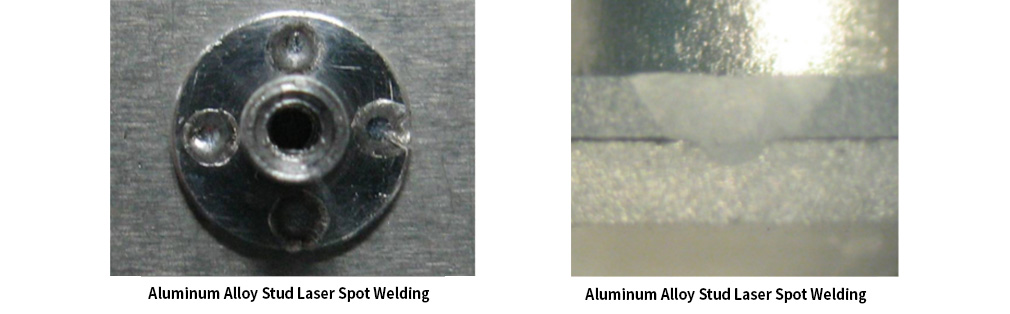
·Materijali od legure aluminijuma imaju visoku refleksivnost;stoga je potrebna velika laserska vršna snaga tokom zavarivanja.
·Pukotine su sklone nastanku tokom pulsnog tačkastog zavarivanja, što utiče na snagu zavarivanja.
·Sastav materijala je sklon segregaciji, što dovodi do prskanja.Preporučljivo je odabrati visokokvalitetne sirovine.
·Općenito, korištenjem velike veličine tačke i dugačke širine impulsa mogu se postići bolji rezultati zavarivanja.
Zavarivanje bakra i njegovih legura
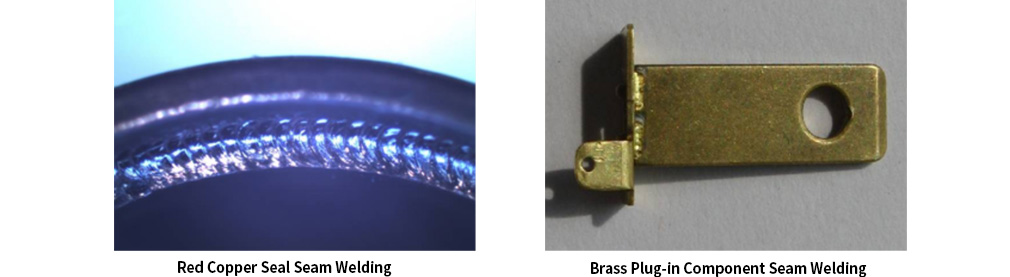
·Bakarni materijali imaju veću refleksivnost u poređenju sa aluminijskim legurama, što zahtijeva veću vršnu lasersku snagu za zavarivanje.Laserska glava mora biti nagnuta pod određenim uglom.
·Za određene legure bakra, kao što su mesing i bronza, teškoća zavarivanja je povećana zbog uticaja elemenata legure.Treba obratiti pažnju na odabir parametara procesa zavarivanja.
Zavarivanje različitih metala

·Može li se formirati čvrsti rastvor.
·Postoji li značajna razlika u elektronegativnosti između različitih metala.
·Ostali uticajni faktori.
Da li različiti metali mogu formirati visokokvalitetne spojeve za zavarivanje uglavnom zavisi od fizičkih svojstava, hemijskih svojstava, hemijskog sastava i procesnih mjera metala koji se zavaruju.Ovo se obično razmatra sa sljedećih aspekata:
·Da li se može formirati čvrsti rastvor zavisi od toga da li se različiti metali mogu međusobno rastvoriti u tekućem i čvrstom stanju.Tek kada se mogu rastvoriti jedno u drugom na neodređeno vreme, može se formirati jak i čvrst zavareni spoj.Općenito, značajna rastvorljivost, ili čak neograničena rastvorljivost, se postiže samo kada je razlika u atomskom radijusu između dva metala manja od približno 14% do 15%.
·Da li postoji značajna razlika u elektronegativnosti između različitih metala je takođe ključno.Što je razlika veća, to je jači njihov hemijski afinitet, koji ima tendenciju da dovede do stvaranja spojeva, a ne čvrstih rastvora.Kao rezultat, topljivost čvrste otopine koja se formira je smanjena, a čvrstoća zavarenog spoja je također niža.
·Dodatno, na zavarivanje različitih metala u velikoj meri utiču svojstva kao što su tačke topljenja, koeficijenti toplotnog širenja, toplotne provodljivosti, specifične toplote, oksidabilnost i reflektivnost uključenih materijala.Što je veća razlika u ovim fizičkim svojstvima, to je zahtjevnije zavarivanje i slabija je čvrstoća rezultirajućeg zavarenog spoja.
·Obično, lasersko zavarivanje različitih metalnih materijala kao što su čelik sa bakrom, aluminijumom i niklom, kao i bakar sa niklom, pokazuje dobru zavarljivost, što dovodi do zadovoljavajućeg kvaliteta zavarivanja.
Lasersko zavarivanje nalazi široku primjenu u različitim sektorima, uključujući, ali ne ograničavajući se na sljedeća područja:
1: Zavarivanje različitih metala
Lasersko zavarivanje ima široku primenu u proizvodnim industrijama kao što su automobilska, vazduhoplovna, elektronika i mašinstvo.Koristi se za zavarivanje komponenti i montažnih struktura, povećavajući efikasnost proizvodnje i kvalitet proizvoda.
2: Medicinski uređaji
U proizvodnji medicinskih uređaja lasersko zavarivanje se koristi za spajanje i sklapanje malih, preciznih komponenti, osiguravajući visokokvalitetne proizvode uz izbjegavanje prekomjernog utjecaja topline na materijale.
3: Elektronika
Zbog svoje visoke preciznosti i malog unosa topline, lasersko zavarivanje se široko primjenjuje u proizvodnji elektroničkih uređaja, uključujući zavarivanje ploča i mikroelektronskih komponenti.
4: Vazduhoplovstvo
Lasersko zavarivanje se koristi u sektoru vazduhoplovstva za proizvodnju aviona i vazduhoplovnih komponenti, omogućavajući lagani dizajn i spojeve velike čvrstoće.
5: Energetski sektor
U energetskoj industriji lasersko zavarivanje se koristi za proizvodnju solarnih panela, opreme za nuklearnu energiju i drugih komponenti koje se odnose na proizvodnju energije.
6: Nakit i časovničarstvo
S obzirom na njegovu prilagodljivost finim i zamršenim strukturama, lasersko zavarivanje se često koristi u proizvodnji nakita i satova za spajanje i popravak osjetljivih komponenti.
7: Automobilska industrija
U proizvodnji automobila, lasersko zavarivanje se koristi za povezivanje automobilskih komponenti, poboljšanje efikasnosti zavarivanja i poboljšanje kvaliteta proizvoda.
Sve u svemu, visoka preciznost, brzina i svestranost laserskog zavarivanja čine ga široko primjenjivim u proizvodnji i proizvodnim poljima.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Vrijeme objave: Jan-17-2024