






Mae technoleg glanhau laser yn defnyddio lled pwls cul, laserau dwysedd pŵer uchel ar wyneb y gwrthrych i'w glanhau.Trwy effeithiau cyfunol dirgryniad cyflym, anweddu, dadelfennu, a phlicio plasma, mae halogion, staeniau rhwd neu haenau ar yr wyneb yn cael eu hanweddu a'u datgysylltu ar unwaith, gan gyflawni glanhau arwynebau.
Mae glanhau laser yn cynnig manteision megis di-gyswllt, sy'n gyfeillgar i'r amgylchedd, manwl gywirdeb effeithlon, a dim difrod i'r swbstrad, gan ei wneud yn berthnasol mewn gwahanol senarios.
Glanhau â Laser

Gwyrdd ac Effeithlon
Mae'r diwydiant teiars, diwydiant ynni newydd, a diwydiant peiriannau adeiladu, ymhlith eraill, yn cymhwyso glanhau laser yn eang.Yn oes y nodau "carbon deuol", mae glanhau laser yn dod i'r amlwg fel datrysiad newydd yn y farchnad lanhau draddodiadol oherwydd ei effeithlonrwydd uchel, y gallu i reoli'n fanwl gywir, a'i nodweddion sy'n gyfeillgar i'r amgylchedd.
Cysyniad o lanhau â laser:
Mae glanhau laser yn golygu canolbwyntio trawstiau laser ar yr wyneb materol i anweddu neu blicio halogion wyneb yn gyflym, gan gyflawni glanhau wyneb materol.O'i gymharu â gwahanol ddulliau glanhau ffisegol neu gemegol traddodiadol, mae glanhau laser yn cael ei nodweddu gan ddim cyswllt, dim nwyddau traul, dim llygredd, cywirdeb uchel, ac ychydig iawn o ddifrod neu ddim difrod, gan ei wneud yn ddewis delfrydol ar gyfer y genhedlaeth newydd o dechnoleg glanhau diwydiannol.
Egwyddor Glanhau Laser:
Mae egwyddor glanhau laser yn gymhleth a gall gynnwys prosesau ffisegol a chemegol.Mewn llawer o achosion, mae prosesau corfforol yn dominyddu, ynghyd ag adweithiau cemegol rhannol.Gellir categoreiddio'r prif brosesau yn dri math: proses anweddu, proses sioc, a phroses osciliad.
Proses Nwyeiddio:
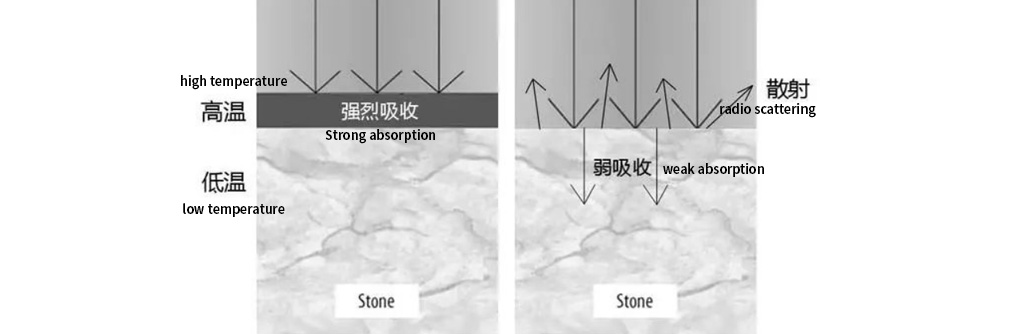
Pan fydd arbelydru laser ynni uchel yn cael ei gymhwyso i wyneb deunydd, mae'r wyneb yn amsugno'r ynni laser ac yn ei drawsnewid yn ynni mewnol, gan achosi tymheredd yr arwyneb i gynyddu'n gyflym.Mae'r cynnydd hwn mewn tymheredd yn cyrraedd neu'n uwch na thymheredd anweddiad y deunydd, gan achosi i'r halogion ddatgysylltu oddi wrth wyneb y deunydd ar ffurf anwedd.Mae anweddiad detholus yn aml yn digwydd pan fydd cyfradd amsugno'r halogion i'r laser yn sylweddol uwch na chyfradd y swbstrad.Enghraifft o gymhwysiad nodweddiadol yw glanhau baw ar arwynebau cerrig.Fel y dangosir yn y diagram isod, mae halogion ar yr wyneb carreg yn amsugno'r laser yn gryf ac yn cael eu hanweddu'n gyflym.Ar ôl i'r halogion gael eu tynnu'n llwyr, ac mae'r laser yn arbelydru wyneb y garreg, mae'r amsugno'n wannach, ac mae mwy o ynni laser yn cael ei wasgaru gan yr wyneb carreg.O ganlyniad, ychydig iawn o newid sydd yn nhymheredd yr arwyneb carreg, a thrwy hynny ei amddiffyn rhag difrod.
Mae proses nodweddiadol sy'n cynnwys gweithredu cemegol yn bennaf yn digwydd wrth lanhau halogion organig â laserau tonfedd uwchfioled, proses a elwir yn abladiad laser.Mae gan laserau uwchfioled donfeddi byrrach ac egni ffoton uwch.Er enghraifft, mae gan laser excimer KrF gyda thonfedd o 248 nm egni ffoton o 5 eV, sydd 40 gwaith yn uwch na ffotonau laser CO2 (0.12 eV).Mae egni ffoton mor uchel yn ddigon i dorri'r bondiau moleciwlaidd mewn deunyddiau organig, gan achosi i'r bondiau CC, CH, CO, ac ati, yn yr halogion organig dorri esgyrn wrth amsugno egni ffoton y laser, gan arwain at nwyeiddio pyrolytig a thynnu o'r wyneb.
Proses sioc wrth lanhau â laser:
Mae'r broses sioc mewn glanhau laser yn cynnwys cyfres o adweithiau sy'n digwydd yn ystod y rhyngweithio rhwng y laser a'r deunydd, gan arwain at donnau sioc effeithio ar wyneb y deunydd.O dan ddylanwad y tonnau sioc hyn, mae halogion arwyneb yn chwalu'n llwch neu'n ddarnau, gan blicio i ffwrdd o'r wyneb.Mae'r mecanweithiau sy'n achosi'r tonnau sioc hyn yn amrywiol, gan gynnwys plasma, anwedd, a ffenomenau ehangu thermol cyflym a chrebachu.
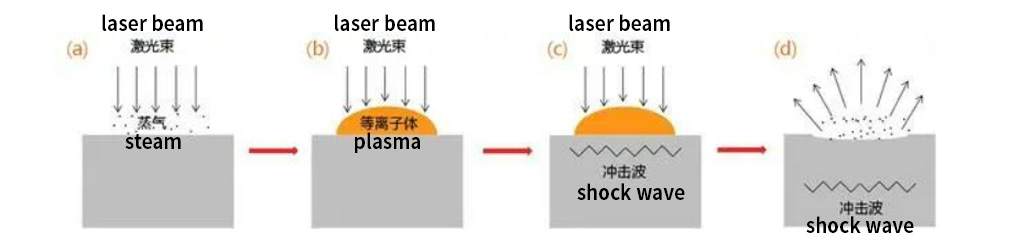
Gan gymryd tonnau sioc plasma fel enghraifft, gallwn ddeall yn fyr sut mae'r broses sioc mewn glanhau laser yn cael gwared ar halogion arwyneb.Gyda chymhwyso lled pwls (ns) ultra-byr a laserau pŵer brig uwch-uchel (107-1010 W/cm2), gall tymheredd yr arwyneb godi'n sydyn i dymheredd anweddu hyd yn oed os yw amsugno arwyneb y laser yn wan.Mae'r cynnydd tymheredd cyflym hwn yn ffurfio anwedd uwchben wyneb y deunydd, fel y dangosir yn y llun (a).Gall y tymheredd anwedd gyrraedd 104 - 105 K, digon i ïoneiddio'r anwedd ei hun neu'r aer o'i amgylch, gan ffurfio plasma.Mae'r plasma yn rhwystro'r laser rhag cyrraedd wyneb y deunydd, gan atal anweddiad arwyneb o bosibl.Fodd bynnag, mae'r plasma yn parhau i amsugno ynni laser, gan gynyddu ei dymheredd ymhellach a chreu cyflwr lleol o dymheredd a gwasgedd uchel iawn.Mae hyn yn cynhyrchu effaith ennyd o 1-100 kbar ar wyneb y deunydd ac yn trosglwyddo'n gynyddol i mewn, fel y dangosir yn narluniau (b) ac (c).O dan effaith y siocdon, mae halogion arwyneb yn torri'n llwch, gronynnau neu ddarnau bach.Pan fydd y laser yn symud i ffwrdd o'r lleoliad arbelydru, mae'r plasma'n diflannu'n brydlon, gan greu pwysau negyddol lleol, ac mae'r gronynnau neu'r darnau o'r halogion yn cael eu tynnu o'r wyneb, fel y dangosir yn narlun (ch).
Proses Osgiliad mewn Glanhau Laser:
Yn y broses osciliad o lanhau â laser, mae gwresogi ac oeri'r deunydd yn digwydd yn hynod gyflym o dan ddylanwad laserau pwls byr.Oherwydd cyfernodau ehangu thermol gwahanol ddeunyddiau amrywiol, mae'r halogion arwyneb a'r swbstrad yn cael ehangiad thermol amledd uchel a chrebachu o wahanol raddau pan fyddant yn agored i arbelydru laser pwls byr.Mae hyn yn arwain at effaith osgiliadol sy'n achosi'r halogion i blicio oddi ar wyneb y deunydd.
Yn ystod y broses plicio hon, efallai na fydd anweddiad deunydd yn digwydd, ac ni chaiff plasma ei ffurfio o reidrwydd.Yn lle hynny, mae'r broses yn dibynnu ar y grymoedd cneifio a gynhyrchir yn y rhyngwyneb rhwng yr halogydd a'r swbstrad o dan y weithred osgiliadurol, sy'n torri'r bond rhyngddynt.Mae astudiaethau wedi dangos y gall cynyddu ychydig ar ongl mynychder laser wella'r cyswllt rhwng y laser, yr halogion gronynnol, a rhyngwyneb y swbstrad.Mae'r dull hwn yn gostwng y trothwy ar gyfer glanhau â laser, gan wneud yr effaith osgiliadol yn fwy amlwg a gwella effeithlonrwydd glanhau.Fodd bynnag, ni ddylai ongl yr achosion fod yn rhy fawr, oherwydd gall ongl uchel iawn leihau'r dwysedd ynni sy'n gweithredu ar yr wyneb deunydd, a thrwy hynny wanhau gallu glanhau'r laser.
Cymwysiadau Diwydiannol Glanhau Laser:
1: Diwydiant yr Wyddgrug
Mae glanhau laser yn galluogi glanhau di-gyswllt ar gyfer mowldiau, gan sicrhau diogelwch arwynebau llwydni.Mae'n gwarantu cywirdeb a gall lanhau gronynnau baw lefel is-micron y gallai dulliau glanhau traddodiadol ei chael hi'n anodd cael gwared arnynt.Mae hyn yn cyflawni gwir lanhau di-lygredd, effeithlon ac o ansawdd uchel.

2: Diwydiant Offeryn Precision
Mewn diwydiannau mecanyddol manwl gywir, yn aml mae angen i gydrannau gael gwared ar esters ac olewau mwynol ar gyfer iro a gwrthsefyll cyrydiad.Defnyddir dulliau cemegol yn gyffredin ar gyfer glanhau, ond maent yn aml yn gadael gweddillion.Gall glanhau laser gael gwared ar esterau ac olewau mwynol yn llwyr heb niweidio wyneb y cydrannau.Mae ffrwydradau o haenau ocsid a achosir gan laser ar arwynebau'r cydrannau yn arwain at donnau sioc, gan achosi tynnu halogion heb ryngweithio mecanyddol.

3: Diwydiant Rheilffyrdd
Ar hyn o bryd, mae glanhau rheilffyrdd cyn weldio yn bennaf yn defnyddio malu olwynion a sandio, gan arwain at ddifrod swbstrad difrifol a straen gweddilliol.Ar ben hynny, mae'n defnyddio llawer iawn o nwyddau traul sgraffiniol, gan arwain at gostau uchel a llygredd llwch difrifol.Gall glanhau laser ddarparu techneg glanhau o ansawdd uchel, effeithlon ac ecogyfeillgar ar gyfer cynhyrchu traciau rheilffordd cyflym yn Tsieina.Mae'n mynd i'r afael â materion megis tyllau rheilffyrdd di-dor, smotiau llwyd, a diffygion weldio, gan wella sefydlogrwydd a diogelwch gweithrediadau rheilffordd cyflym.
4: Diwydiant Hedfan
Mae angen ail-baentio arwynebau awyrennau ar ôl cyfnod penodol, ond cyn paentio, rhaid tynnu'r hen baent yn llwyr.Mae trochi/sychu cemegol yn ddull mawr o dynnu paent yn y sector hedfan, gan achosi gwastraff cemegol sylweddol ac anallu i gael gwared ar baent yn lleol ar gyfer cynnal a chadw.Gall glanhau laser sicrhau bod paent o ansawdd uchel yn cael ei dynnu o wyneb croen yr awyren ac mae'n hawdd ei addasu i gynhyrchu awtomataidd.Ar hyn o bryd, mae'r dechnoleg hon wedi dechrau cael ei defnyddio wrth gynnal a chadw rhai modelau awyrennau pen uchel dramor.
5: Diwydiant Morwrol
Mae glanhau cyn-gynhyrchu yn y diwydiant morwrol yn aml yn defnyddio dulliau sgwrio â thywod, gan achosi llygredd llwch difrifol i'r amgylchedd cyfagos.Gan fod sgwrio â thywod yn cael ei wahardd yn raddol, mae wedi arwain at lai o gynhyrchiant neu hyd yn oed gau i lawr i gwmnïau adeiladu llongau.Bydd technoleg glanhau laser yn darparu datrysiad glanhau gwyrdd a di-lygredd ar gyfer cotio gwrth-cyrydu arwynebau llongau.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Amser post: Ionawr-16-2024