






Laserpurigadteknologio utiligas mallarĝan pulslarĝon, altan potencan densecan laserojn sur la surfaco de la objekto por esti purigita.Tra la kombinitaj efikoj de rapida vibrado, vaporiĝo, putriĝo kaj plasmoŝeligado, poluaĵoj, rustaj makuloj aŭ tegaĵoj sur la surfaco spertas tujan vaporiĝon kaj malligon, atingante surfacpurigon.
Lasera purigado ofertas avantaĝojn kiel nekontaktan, ekologian, efikan precizecon kaj neniun damaĝon al la substrato, igante ĝin aplikebla en diversaj scenaroj.
Lasera Purigado

Verda kaj Efika
La industrio de pneŭoj, nova energiindustrio kaj konstrua maŝinindustrio, inter aliaj, vaste aplikas laseran purigadon.En la epoko de la "duobla karbono" celoj, lasera purigado aperas kiel nova solvo en la tradicia purigadmerkato pro sia alta efikeco, preciza kontrolebleco kaj ekologiemaj trajtoj.
Koncepto de Lasera Purigado:
Laserpurigado implikas enfokusigi laserajn radiojn sur la materiala surfaco por rapide vaporigi aŭ senŝeligi surfacajn poluaĵojn, atingante materialan surfacpurigon.Kompare al diversaj tradiciaj fizikaj aŭ kemiaj purigadmetodoj, lasera purigado estas karakterizita per neniu kontakto, neniu konsumebla, neniu poluo, alta precizeco, kaj minimuma aŭ neniu damaĝo, farante ĝin ideala elekto por la nova generacio de industria purigado teknologio.
Principo de Lasera Purigado:
La principo de laserpurigado estas kompleksa kaj povas impliki kaj fizikajn kaj kemiajn procezojn.En multaj kazoj, fizikaj procezoj dominas, akompanitaj de partaj kemiaj reakcioj.La ĉefprocezoj povas esti klasifikitaj en tri tipojn: vaporiĝprocezo, ŝokprocezo, kaj osciladprocezo.
Gasiga Procezo:
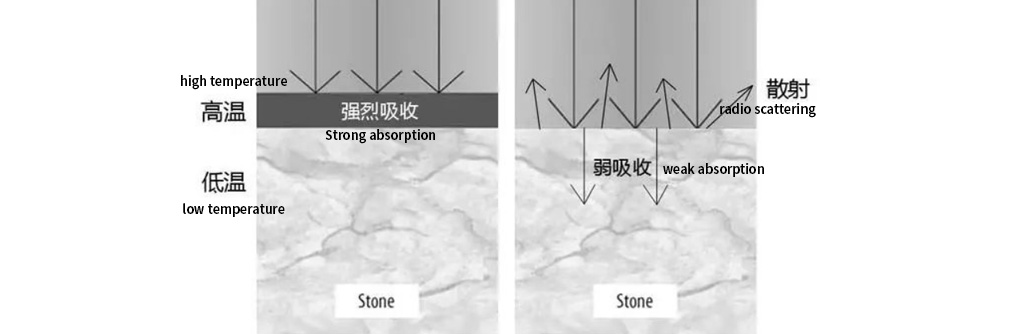
Kiam alt-energia lasera surradiado estas aplikata al la surfaco de materialo, la surfaco sorbas la laseran energion kaj konvertas ĝin en internan energion, igante la surfactemperaturon rapide pliiĝi.Tiu pliiĝo de temperaturo atingas aŭ superas la vaporiĝtemperaturon de la materialo, igante la poluaĵojn dekroĉi de la materialsurfaco en la formo de vaporo.Selektema vaporiĝo ofte okazas kiam la sorbada indico de la poluaĵoj al la lasero estas signife pli alta ol tiu de la substrato.Tipa aplika ekzemplo estas la purigado de malpuraĵo sur ŝtonaj surfacoj.Kiel montrite en la diagramo malsupre, poluaĵoj sur la ŝtonsurfaco forte sorbas la laseron kaj estas rapide vaporigitaj.Post kiam la poluaĵoj estas tute forigitaj, kaj la lasero surradias la ŝtonsurfacon, la sorbado estas pli malforta, kaj pli da laserenergio estas disigita per la ŝtonsurfaco.Sekve, estas minimuma ŝanĝo en la temperaturo de la ŝtona surfaco, tiel protektante ĝin kontraŭ damaĝo.
Tipa procezo ĉefe implikanta kemian agon okazas dum purigado de organikaj poluaĵoj per ultraviolaj ondolongaj laseroj, procezo konata kiel laserablacio.Ultraviolaj laseroj havas pli mallongajn ondolongojn kaj pli altan fotonenergion.Ekzemple, KrF-ekcimera lasero kun ondolongo de 248 nm havas fotonenergion de 5 eV, kio estas 40 fojojn pli alta ol tiu de CO2 laserfotonoj (0.12 eV).Tia alta fotonenergio sufiĉas por rompi la molekulajn ligojn en organikaj materialoj, kaŭzante la CC, CH, CO, ktp., obligaciojn en la organikaj poluaĵoj rompiĝi sur absorbado de la fotona energio de la lasero, kaŭzante pirolizan gasiĝon kaj forigon de la. surfaco.
Ŝoka Procezo en Lasera Purigado:
La ŝokprocezo en laserpurigado implikas serion de reagoj kiuj okazas dum la interagado inter la lasero kaj la materialo, rezultigante ŝokondojn trafantajn la surfacon de la materialo.Sub la influo de tiuj ŝokondoj, surfacaj poluaĵoj frakasiĝas en polvon aŭ fragmentojn, senŝeligante for de la surfaco.La mekanismoj kaŭzantaj tiujn ŝokondojn estas multfacetaj, inkluzive de plasmo, vaporo, kaj rapidaj termikaj ekspansio kaj kuntiriĝfenomenoj.
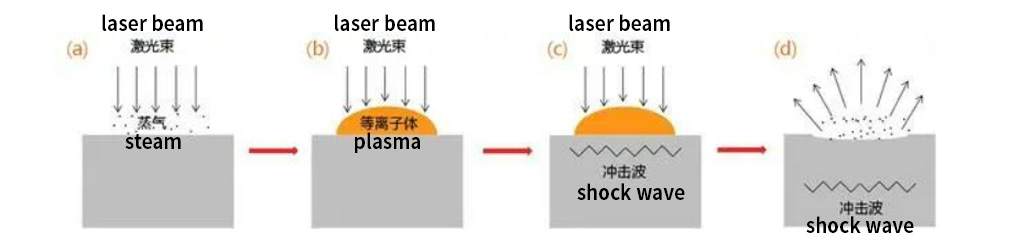
Prenante plasmajn ŝokondojn kiel ekzemplon, ni povas mallonge kompreni kiel la ŝoka procezo en laserpurigado forigas surfacajn poluaĵojn.Kun la apliko de ultra-mallonga pulslarĝo (ns) kaj ultra-alta pintpotenco (107–1010 W/cm2) laseroj, la surfactemperaturo povas altiĝi akre al vaporiĝtemperaturoj eĉ se la surfaca sorbado de la lasero estas malforta.Tiu rapida temperaturo pliiĝo formas vaporon super la surfaco de la materialo, kiel montrite en la ilustraĵo (a).La vaportemperaturo povas atingi 104 – 105 K, sufiĉe por jonigi la vaporon mem aŭ la ĉirkaŭan aeron, formante plasmon.La plasmo blokas la laseron de atingado de la materialsurfaco, eventuale ĉesigante surfacvaporiĝon.Tamen, la plasmo daŭre sorbas laseran energion, plu pliigante sian temperaturon kaj kreante lokalizitan staton de ekstreme alta temperaturo kaj premo.Tio generas momentan efikon de 1-100 kbar sur la materiala surfaco kaj laŭstadie transdonas enen, kiel montrite en ilustraĵoj (b) kaj (c).Sub la efiko de la ŝokondo, surfacaj poluaĵoj rompiĝas al eta polvo, partikloj aŭ fragmentoj.Kiam la lasero moviĝas foren de la surradiita loko, la plasmo malaperas senprokraste, kreante lokan negativan premon, kaj la partikloj aŭ fragmentoj de la poluaĵoj estas forigitaj de la surfaco, kiel montrite en ilustraĵo (d).
Oscila Procezo en Lasera Purigado:
En la oscila procezo de lasera purigado, kaj la hejtado kaj malvarmigo de la materialo okazas ege rapide sub la influo de mallongaj pulsaj laseroj.Pro la malsamaj termikaj ekspansiokoeficientoj de diversaj materialoj, la surfacaj poluaĵoj kaj la substrato spertas altfrekvencan termikan ekspansion kaj kuntiriĝon de diversaj gradoj kiam eksponitaj al mallong-pulsa lasera surradiado.Ĉi tio kondukas al oscila efiko, kiu igas la poluaĵojn senŝeliĝi de la materiala surfaco.
Dum ĉi tiu senŝeliga procezo, materiala vaporiĝo eble ne okazas, nek plasmo nepre formiĝas.Anstataŭe, la procezo dependas de la tondfortoj generitaj ĉe la interfaco inter la poluaĵo kaj la substrato sub la oscila ago, kiuj rompas la ligon inter ili.Studoj montris ke iomete pliigi la angulon de lasera incidenco povas plibonigi la kontakton inter la lasero, la partiklaj poluaĵoj, kaj la interfaco de la substrato.Ĉi tiu aliro malaltigas la sojlon por laserpurigado, igante la oscilan efikon pli okulfrapa kaj plibonigante purigan efikecon.Tamen, la angulo de incidenco ne devus esti tro granda, ĉar tre alta angulo povas redukti la energian densecon agantan sur la materiala surfaco, tiel malfortigante la purigan kapablon de la lasero.
Industriaj Aplikoj de Lasera Purigado:
1: Molda Industrio
Lasera purigado ebligas senkontaktan purigadon por muldiloj, certigante la sekurecon de muldilaj surfacoj.Ĝi garantias precizecon kaj povas purigi sub-micron-nivelajn malpurajn partiklojn, kiujn tradiciaj purigadmetodoj povas lukti por forigi.Ĉi tio atingas veran senpoluan, efikan kaj altkvalitan purigadon.

2: Preciza Instrumenta Industrio
En precizecaj mekanikaj industrioj, komponantoj ofte bezonas forigi esterojn kaj mineralajn oleojn uzatajn por lubrikado kaj koroda rezisto.Kemiaj metodoj estas ofte utiligitaj por purigado, sed ili ofte lasas restaĵojn.Lasera purigado povas tute forigi esterojn kaj mineralajn oleojn sen damaĝi la surfacon de la komponantoj.Laser-induktitaj eksplodoj de oksidtavoloj sur la komponentsurfacoj rezultigas ŝokondojn, kaŭzante la forigon de poluaĵoj sen mekanika interagado.

3: Fervoja industrio
Nuntempe, fervojpurigado antaŭ veldado ĉefe uzas radmueladon kaj sabladon, kondukante al severa substrato-damaĝo kaj resta streso.Plie, ĝi konsumas signifan kvanton da abrazivaj konsumeblaj, rezultigante altajn kostojn kaj gravan polvan poluadon.Lasera purigado povas provizi altkvalitan, efikan kaj ekologian purigan teknikon por la produktado de altrapidaj fervojaj trakoj en Ĉinio.Ĝi traktas temojn kiel senjuntaj fervojtruoj, grizaj makuloj kaj veldaj difektoj, plibonigante la stabilecon kaj sekurecon de altrapidaj fervojaj operacioj.
4: Aviadindustrio
Aviadilaj surfacoj devas esti repentritaj post certa periodo, sed antaŭ pentrado, la malnova farbo devas esti tute forigita.Kemia mergado/viŝado estas grava farbo-nudmetodo en la aviadsektoro, kaŭzante grandan kemian rubon kaj malkapablon atingi lokalizitan farbforigon por prizorgado.Lasera purigado povas atingi altkvalitan forigon de farbo de la aviadila haŭtosurfaco kaj estas facile adaptebla al aŭtomatigita produktado.Nuntempe, ĉi tiu teknologio komencis esti aplikata en la prizorgado de iuj altnivelaj aviadilmodeloj eksterlande.
5: Mara industrio
Antaŭprodukta purigado en la mara industrio ofte uzas sablaj metodoj, kaŭzante severan polvopoluadon al la ĉirkaŭa medio.Ĉar sablado estas iom post iom malpermesita, ĝi kaŭzis reduktitan produktadon aŭ eĉ ĉesojn por ŝipkonstruaj kompanioj.Laserpurigadteknologio provizos verdan kaj senpoluan purigan solvon por la kontraŭ-koroda tegaĵo de ŝipaj surfacoj.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Afiŝtempo: Jan-16-2024