






La Principoj de Lasera Veldado
Lasera veldadoutiligas la bonegajn direktajn kaj altan potencajn densecajn trajtojn de lasera radio por funkcii.Per optika sistemo, la lasera radio estas koncentrita sur tre malgranda areo, kreante tre koncentritan varmofonton en tre mallonga periodo.Ĉi tiu procezo fandas la materialon ĉe la velda punkto, formante solidigitan veldpunkton kaj kudron.
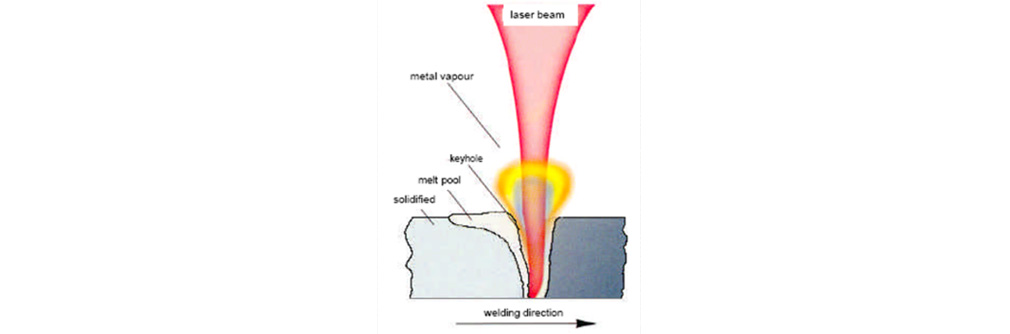
·Lasera veldado estas ĝenerale dividita en konduktan veldon kaj profundan penetran veldon.
·Laserpotenca denseco de 105~106kun/cm2rezultas en lasera kondukta veldado.
·Laserpotenca denseco de 105~106kun/cm2rezultigas laseran profundan penetran veldon.
La Karakterizaĵoj de Lasero-Veldado
Kompare kun aliaj veldaj metodoj, lasera veldado posedas la jenajn karakterizaĵojn:
·Enfokusigita energio, alta velda efikeco, alta pretiga precizeco, kaj granda profundo-al-larĝa rilatumo de la veldkudro.
·Malalta varmo-enigo, malgranda varmo-trafita zono, minimuma resta streso, kaj malalta deformado de la laborpeco.
·Senkontakta veldado, optika transdono de fibro, bona alirebleco kaj altnivela de aŭtomatigo.
·Fleksebla komuna dezajno, ŝparante krudaĵojn.
·Velda energio povas esti precize kontrolita, certigante stabilajn veldajn rezultojn kaj bonan veldan aspekton.
Soldado de Ŝtalo kaj ĝiaj Alojoj
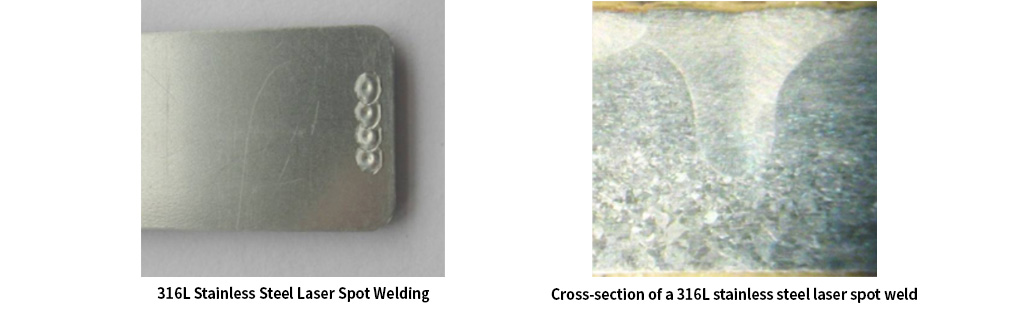
·Neoksidebla ŝtalo povas atingi bonajn veldajn rezultojn uzante norman kvadratan ondon.
·Dum desegnado de veldaj strukturoj, provu teni la veldajn punktojn for de nemetalaj substancoj kiel eble plej multe.
·Por plenumi postulojn pri forto kaj aspekto, estas konsilinde rezervi sufiĉan veldan areon kaj laborpecan dikecon.
·Dum veldado, estas esence certigi la purecon de la laborpeco kaj la sekecon de la medio.
Soldado de Aluminio kaj ĝiaj Alojoj
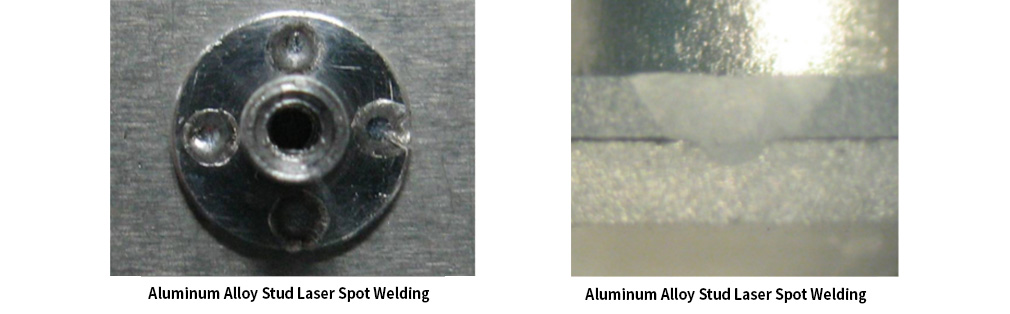
·Materialoj de alojo de aluminio havas altan reflektivecon;tial, alta lasera pintpotenco estas necesa dum veldado.
·Fendetoj estas emaj okazi dum pulspunkta veldado, influante la veldan forton.
·La materiala konsisto estas ema al apartigo, kondukante al ŝprucado.Estas rekomendinde elekti altkvalitajn krudaĵojn.
·Ĝenerale, uzi grandan makulgrandecon kaj longan pulslarĝon povas atingi pli bonajn veldajn rezultojn.
Veldado de Kupro kaj ĝiaj Alojoj
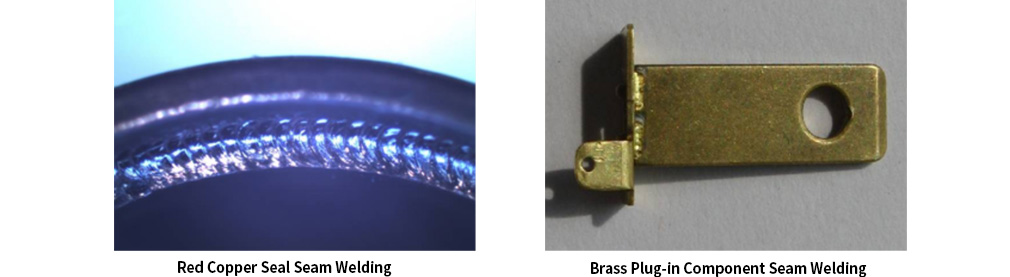
·Kupromaterialoj havas pli altan reflektivecon komparite kun aluminialojoj, postulante pli altan pintan laserpotencon por veldado.La lasera kapo devas esti klinita laŭ certa angulo.
·Por certaj kupraj alojoj, kiel latuno kaj bronzo, la velda malfacilaĵo estas pliigita pro la influo de alojaj elementoj.Oni devas atenti la elekton de parametroj de velda procezo.
Malsimila Metala Soldado

·Ĉu solida solvaĵo povas esti formita.
·Ĉu ekzistas grava diferenco en elektronegativeco inter malsimilaj metaloj.
·Aliaj influaj faktoroj.
Ĉu malsimilaj metaloj povas formi altkvalitajn veldajn juntojn, plejparte dependas de la fizikaj ecoj, kemiaj trajtoj, kemia konsisto kaj procezaj mezuroj de la veldotaj metaloj.Ĉi tio estas kutime konsiderata de la sekvaj aspektoj:
·Ĉu solida solvaĵo povas esti formita dependas de ĉu malsimilaj metaloj povas reciproke dissolviĝi en la likva kaj solida statoj.Nur kiam ili povas dissolviĝi unu en la alia senfine, forta kaj solida velda junto povas esti formita.Ĝenerale, signifa solvebleco, aŭ eĉ senlima solvebleco, estas realigebla nur kiam la atomradia diferenco inter la du metaloj estas malpli ol proksimume 14% ĝis 15%.
·Ĉu ekzistas signifa diferenco en elektronegativeco inter malsimilaj metaloj ankaŭ estas decida.Ju pli granda estas la diferenco, des pli forta estas ilia kemia afineco, kiu tendencas konduki al la formado de kunmetaĵoj prefere ol solidaj solvaĵoj.Kiel rezulto, la solvebleco de la solida solvaĵo kiu estas formita estas reduktita, kaj la forto de la velda junto estas ankaŭ pli malalta.
·Plie, la veldado de malsimilaj metaloj estas tre trafita per trajtoj kiel ekzemple frostopunktoj, koeficientoj de termika ekspansio, termikaj konduktivecoj, specifaj varmecoj, oksidigebleco, kaj reflektiveco de la materialoj engaĝitaj.Ju pli granda la diferenco en ĉi tiuj fizikaj trajtoj, des pli malfacila estas veldi, kaj des pli malforta la forto de la rezulta veldo-junto tendencas esti.
·Kutime, lasera veldado de malsimilaj metalaj materialoj kiel ŝtalo kun kupro, aluminio kaj nikelo, same kiel kupro kun nikelo, elmontras bonan veldeblecon, kondukante al kontentiga velda kvalito.
Laserveldado trovas ampleksajn aplikojn trans diversaj sektoroj, inkluzive de sed ne limigita al la sekvaj areoj:
1: Malsimila Metala Soldado
Laserveldado estas vaste utiligita en industrioj kiel ekzemple aŭtomobila, aerospaco, elektroniko, kaj mekanika inĝenierado.Ĝi estas uzata por veldi komponantojn kaj kunmeti strukturojn, plibonigante produktan efikecon kaj produktokvaliton.
2: Medicinaj Aparatoj
En la fabrikado de medicinaj aparatoj, lasera veldado estas uzata por konekti kaj kunmeti malgrandajn precizecajn komponentojn, certigante altkvalitajn produktojn evitante troan varmegan efikon sur materialoj.
3: Elektroniko
Pro ĝia alta precizeco kaj malalta varmo-enigo, lasera veldado estas vaste aplikata en la fabrikado de elektronikaj aparatoj, inkluzive de cirkvito-veldado kaj mikroelektronikaj komponantoj.
4: Aerospaco
Lasera veldado estas uzata en la aerspaca sektoro por fabrikado de aviadiloj kaj aerspacaj komponantoj, ebligante malpezan dezajnon kaj alt-fortajn ligojn.
5: Energia Sektoro
En la energiindustrio, lasera veldado estas utiligita por fabrikado de sunpaneloj, nukleaenergia ekipaĵo, kaj aliaj komponentoj ligitaj al energiproduktado.
6: Juvelaĵo kaj Horloĝfarado
Konsiderante ĝian adapteblecon al fajnaj kaj komplikaj strukturoj, lasera veldado ofte estas uzata en la fabrikado de juvelaĵoj kaj horloĝoj por konekti kaj ripari delikatajn komponentojn.
7: Aŭtoindustrio
En aŭtomobila fabrikado, lasera veldado estas uzata por konekti aŭtajn komponantojn, plibonigi veldan efikecon kaj plibonigi produktokvaliton.
Ĝenerale, la alta precizeco, rapideco kaj ĉiuflankeco de lasera veldado igas ĝin vaste aplikebla en fabrikado kaj produktadkampoj.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Afiŝtempo: Jan-17-2024