






Laser garbiketa teknologiak pultsu zabalera estua eta potentzia handiko dentsitate laserrak erabiltzen ditu garbitu nahi den objektuaren gainazalean.Bibrazio azkarren, lurruntzearen, deskonposizioaren eta plasma zuritzearen efektu konbinatuen bidez, gainazaleko kutsatzaileek, herdoil-orbanak edo estaldurek berehalako lurrunketa eta askapena jasaten dute, gainazalaren garbiketa lortuz.
Laser garbiketak abantailak eskaintzen ditu, hala nola, kontakturik eza, ingurumena errespetatzen duena, zehaztasun eraginkorra eta substratuari kalterik ez izatea, hainbat eszenatokitan aplikagarria izanik.
Laser garbiketa

Berdea eta Eraginkorra
Pneumatikoen industriak, energia berrien industriak eta eraikuntzako makineria industriak, besteak beste, asko aplikatzen dute laser bidezko garbiketa."Karbono bikoitzeko" helburuen garaian, laser garbiketa irtenbide berri gisa sortzen ari da ohiko garbiketa-merkatuan, eraginkortasun handiagatik, kontrolagarritasun zehatzagatik eta ingurumena errespetatzen duten ezaugarriengatik.
Laser garbiketa kontzeptua:
Laser garbiketak laser izpiak materialaren gainazalean bideratzea dakar, gainazaleko kutsatzaileak azkar lurruntzeko edo kentzeko, materialaren gainazaleko garbiketa lortuz.Garbiketa fisiko edo kimikoko metodo tradizionalekin alderatuta, laser garbiketa ez da kontakturik, kontsumigarririk, kutsadurarik, zehaztasun handiko eta kalte gutxien edo kalterik ez izatearen ezaugarriak, eta aukera ezin hobea da garbiketa-teknologiaren belaunaldi berrirako.
Laser garbiketaren printzipioa:
Laser garbiketaren printzipioa konplexua da eta prozesu fisiko zein kimikoak izan ditzake.Kasu askotan, prozesu fisikoak dira nagusi, erreakzio kimiko partzialekin batera.Prozesu nagusiak hiru motatan sailka daitezke: lurruntze-prozesua, talka-prozesua eta oszilazio-prozesua.
Gasifikazio-prozesua:
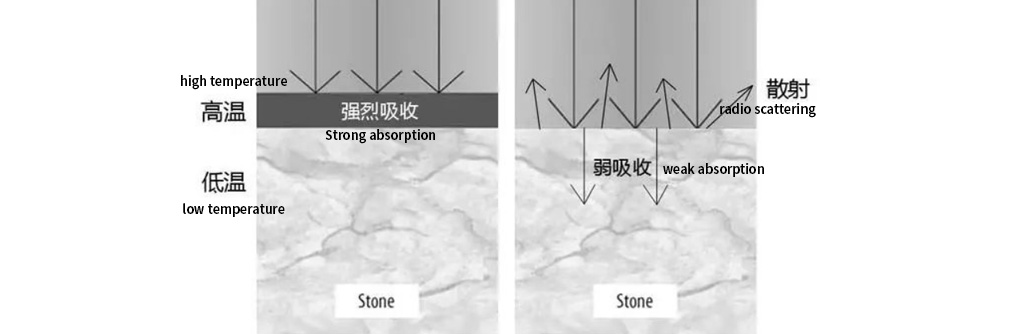
Energia handiko laser irradiazioa material baten gainazalean aplikatzen denean, gainazalak laser energia xurgatzen du eta barne-energia bihurtzen du, gainazaleko tenperatura azkar igotzen delarik.Tenperaturaren igoera honek materialaren lurruntze-tenperaturara iristen edo gainditzen du, eta kutsatzaileak materialaren gainazaletik lurrun moduan askatzen dira.Lurruntze selektiboa sarritan gertatzen da laserra kutsatzaileen xurgapen-tasa substratuarena baino nabarmen handiagoa denean.Aplikazioaren adibide tipiko bat harrizko gainazaleko zikinkeria garbitzea da.Beheko diagraman ikusten den bezala, harriaren gainazaleko kutsatzaileak laserra biziki xurgatzen dira eta azkar lurruntzen dira.Kutsatzaileak guztiz kendu eta laserrak harriaren gainazala irradiatzen duenean, xurgapena ahulagoa da eta laser energia gehiago barreiatzen du harriaren gainazalean.Ondorioz, harriaren gainazaleko tenperaturan aldaketa minimoa dago, eta horrela kalteetatik babesten du.
Batez ere ekintza kimikoa dakarten prozesu tipiko bat uhin-luzera ultramoreko laserrekin kutsatzaile organikoak garbitzean gertatzen da, laser ablazioa izenez ezagutzen den prozesua.Laser ultramoreek uhin-luzera laburragoak eta fotoi-energia handiagoa dute.Esaterako, 248 nm-ko uhin-luzera duen KrF exzimero-laser batek 5 eV-ko fotoi-energia du, hau da, CO2 laser fotoien (0,12 eV) baino 40 aldiz handiagoa.Hain fotoi-energia altua nahikoa da material organikoetako lotura molekularrak hausteko, eta, ondorioz, kutsatzaile organikoetako CC, CH, CO eta abarreko loturak haustura eragiten dute laseraren fotoi-energia xurgatzean, gasifikazio pirolitikoa eta kentzea eraginez. azalera.
Shock-prozesua laser garbiketan:
Laser-garbiketaren talka-prozesuak laser eta materialaren arteko elkarrekintzan gertatzen diren erreakzio-multzo bat dakar, eta ondorioz, materialaren gainazalean kolpe-uhinak eragiten dituzte.Talk-uhin horien eraginez, gainazaleko kutsatzaileak hautsetan edo zatietan apurtzen dira, gainazaletik zurituz.Talk-uhin horiek eragiten dituzten mekanismoak askotarikoak dira, plasma, lurruna eta hedapen eta uzkurtze termiko azkarraren fenomenoak barne.
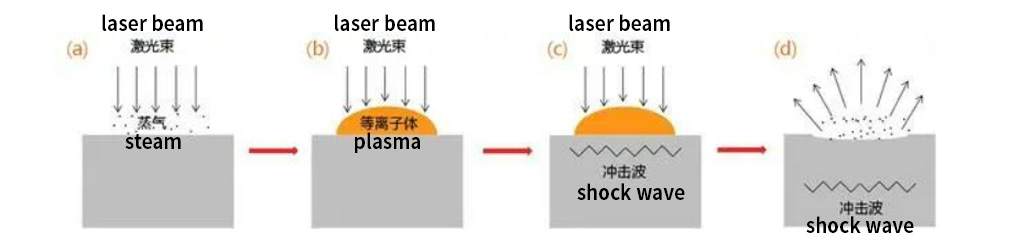
Plasma talka-uhinak adibide gisa hartuta, labur-labur uler dezakegu laser-garbiketaren talka-prozesuak gainazaleko kutsatzaileak nola kentzen dituen.Pultsu-zabalera ultralaburra (ns) eta gailur-potentzia ultra altuko (107-1010 W/cm2) laserrak aplikatuta, gainazaleko tenperaturak lurruntze-tenperaturetara nabarmen igo daiteke, nahiz eta laserren gainazaleko xurgapena ahula izan.Tenperatura igoera azkar honek lurruna sortzen du materialaren gainazalean, (a) irudian ikusten den bezala.Lurrunaren tenperatura 104 – 105 K-ra irits daiteke, nahikoa lurruna bera edo inguruko airea ionizatzeko, plasma bat osatuz.Plasmak laserra materialaren gainazalera heltzea blokeatzen du, eta baliteke gainazaleko lurruntzea geldiaraziz.Hala ere, plasmak laser energia xurgatzen jarraitzen du, bere tenperatura are gehiago handituz eta oso tenperatura eta presio altuko egoera lokalizatua sortuz.Honek 1-100 kbar-eko momentuko inpaktua sortzen du materialaren gainazalean eta progresiboki barrurantz transmititzen da, (b) eta (c) ilustrazioetan ikusten den bezala.Talk-uhinaren eraginez, gainazaleko kutsatzaileak hauts, partikula edo zati txikitan hausten dira.Laserra irradiatutako tokitik urruntzen denean, plasma berehala desagertzen da, tokiko presio negatiboa sortuz, eta kutsatzaileen partikulak edo zatiak gainazaletik kentzen dira, (d) ilustrazioan ikusten den moduan.
Oszilazio-prozesua laser-garbiketan:
Laser garbiketaren oszilazio-prozesuan, materialaren berotzea zein hoztea oso azkar gertatzen dira pultsu laburreko laserren eraginez.Hainbat materialen hedapen termikoko koefiziente desberdinak direla eta, gainazaleko kutsatzaileek eta substratuak maiztasun handiko hedapen termikoa eta gradu ezberdinetako uzkurdura jasaten dute pultsu laburreko laser-irradiazioaren eraginpean.Honek efektu oszilatorio bat eragiten du, kutsatzaileak materialaren gainazaletik kentzea eragiten duena.
Zuritzeko prozesu honetan, baliteke materialaren lurrunketa ez gertatzea, ezta plasma nahitaez eratzea ere.Horren ordez, prozesua kutsatzailearen eta substratuaren arteko interfasean sortutako ebakidura-indarren gainean oinarritzen da oszilazio-ekintzaren pean, eta haien arteko lotura hausten dute.Ikerketek frogatu dute laserren intzidentzia angelua apur bat handitzeak laser, partikula kutsatzaileen eta substratuaren interfazearen arteko kontaktua hobetu dezakeela.Planteamendu honek laser garbiketaren atalasea jaisten du, efektu oszilatorioa nabarmenago eginez eta garbiketaren eraginkortasuna hobetuz.Hala ere, intzidentzia-angelua ez da handiegia izan behar, angelu oso altu batek materialaren gainazalean eragiten duen energia-dentsitatea murrizten baitu, eta, ondorioz, laserren garbiketa-gaitasuna ahulduz.
Laser garbiketaren aplikazio industrialak:
1: Moldeen industria
Laser bidezko garbiketak moldeen ukipenik gabeko garbiketa ahalbidetzen du, moldeen gainazalen segurtasuna bermatuz.Zehaztasuna bermatzen du eta garbiketa-metodo tradizionalek kentzeko zailtasunak izan ditzaketen mikro-mailako zikinkeria-partikulak garbi ditzake.Honek benetako kutsadurarik gabeko garbiketa, eraginkorra eta kalitate handikoa lortzen du.

2: Doitasun Tresnen Industria
Doitasun mekanikoko industrian, osagaiek sarritan lubrifikatzeko eta korrosioarekiko erresistentziarako erabiltzen diren esterrak eta olio mineralak kendu behar dituzte.Garbiketarako metodo kimikoak erabili ohi dira, baina askotan hondakinak uzten dituzte.Laser garbiketak esterrak eta olio mineralak erabat ken ditzake osagaien gainazala kaltetu gabe.Osagaien gainazaletan laser bidez eragindako oxido-geruzen eztandak talka-uhinak sortzen dituzte, eta kutsatzaileak interakzio mekanikorik gabe kentzea eragiten dute.

3: Trenbide industria
Gaur egun, soldadura aurretik trenbideen garbiketak gurpilak artezteko eta lixatzeko erabiltzen ditu nagusiki, substratuaren kalte larriak eta hondar-tentsioak eragiten ditu.Gainera, kontsumigarri urratzaile kopuru handia kontsumitzen du, kostu handiak eta hauts kutsadura larria eraginez.Laser garbiketak kalitate handiko, eraginkorra eta ingurumena errespetatzen duen garbiketa-teknika eman dezake Txinan abiadura handiko trenbideen ekoizpenerako.Trenbide-zuloak, puntu grisak eta soldadura-akatsak bezalako gaiak jorratzen ditu, abiadura handiko trenbide-eragiketen egonkortasuna eta segurtasuna hobetuz.
4: Abiazio-industria
Hegazkinen gainazalak epe jakin baten ondoren berriro margotu behar dira, baina margotu aurretik, pintura zaharra guztiz kendu behar da.Murgiltze/garbiketa kimikoa pintura kentzeko metodo garrantzitsu bat da hegazkingintzaren sektorean, hondakin kimiko handiak eragiten ditu eta mantentze-lanetarako pintura lokalizatuta kentzeko ezintasuna eragiten du.Laser garbiketak hegazkinaren azaleko pintura kalitate handiko kentzea lor dezake eta erraz molda daiteke ekoizpen automatizatura.Gaur egun, teknologia hau atzerrian goi-mailako hegazkin modelo batzuen mantentze-lanetan aplikatzen hasi da.
5: Itsas Industria
Itsas industrian produkzio aurretiko garbiketak hareaz egindako metodoak erabiltzen ditu normalean, eta hautsaren kutsadura larria eragiten du inguruko ingurunean.Apurka-apurka hareaz egitea debekatzen ari direnez, produkzioa murriztea edo are gehiago geldiaraztea ekarri du ontzigintza enpresei.Laser garbiketa teknologiak ontzien gainazalen korrosioaren aurkako estaldurarako garbiketa irtenbide berdea eta kutsadurarik gabekoa eskainiko du.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Argitalpenaren ordua: 2024-01-16