






Laserpuhdistustekniikka hyödyntää kapeaa pulssileveyttä, suuren tehotiheyden lasereita puhdistettavan kohteen pinnalla.Nopean tärinän, höyrystymisen, hajoamisen ja plasmakuorinnan yhteisvaikutusten ansiosta pinnalla olevat epäpuhtaudet, ruostetahrat tai pinnoitteet haihtuvat ja irtoavat välittömästi, jolloin pinta puhdistuu.
Laserpuhdistus tarjoaa etuja, kuten kosketuksettoman, ympäristöystävällisen, tehokkaan tarkkuuden ja alustan vaurioitumisen, joten se soveltuu erilaisiin skenaarioihin.
Laser puhdistus

Vihreä ja tehokas
Laserpuhdistusta käyttävät laajasti muun muassa rengasteollisuus, uusi energiateollisuus ja rakennuskoneteollisuus."Kaksoishiilen" tavoitteiden aikakaudella laserpuhdistus on nousemassa uudeksi ratkaisuksi perinteisillä puhdistusmarkkinoilla korkean tehokkuuden, tarkan ohjattavuuden ja ympäristöystävällisten ominaisuuksiensa ansiosta.
Laserpuhdistuksen käsite:
Laserpuhdistus sisältää lasersäteiden fokusoinnin materiaalin pinnalle, jotta pinnan epäpuhtaudet höyrystyvät tai irrotetaan nopeasti, jolloin saadaan aikaan materiaalin pinnan puhdistus.Verrattuna useisiin perinteisiin fysikaalisiin tai kemiallisiin puhdistusmenetelmiin, laserpuhdistukselle on ominaista kontaktittomuus, kulutustarvikkeiden puuttuminen, saastuminen, korkea tarkkuus ja minimaaliset tai ei vauriot, joten se on ihanteellinen valinta uuden sukupolven teollisuuspuhdistusteknologiaan.
Laserpuhdistuksen periaate:
Laserpuhdistuksen periaate on monimutkainen ja voi sisältää sekä fysikaalisia että kemiallisia prosesseja.Monissa tapauksissa hallitsevat fysikaaliset prosessit, joihin liittyy osittaisia kemiallisia reaktioita.Pääprosessit voidaan luokitella kolmeen tyyppiin: höyrystymisprosessi, iskuprosessi ja värähtelyprosessi.
Kaasutusprosessi:
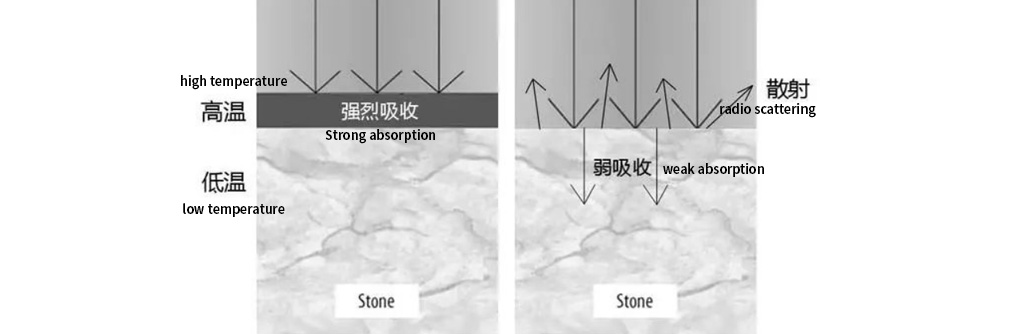
Kun materiaalin pintaan kohdistetaan korkeaenergistä lasersäteilyä, pinta absorboi laserenergian ja muuntaa sen sisäiseksi energiaksi, jolloin pintalämpötila nousee nopeasti.Tämä lämpötilan nousu saavuttaa tai ylittää materiaalin höyrystymislämpötilan, jolloin epäpuhtaudet irtoavat materiaalin pinnasta höyryn muodossa.Selektiivistä höyrystymistä tapahtuu usein, kun kontaminanttien absorptionopeus laseriin on huomattavasti suurempi kuin substraatin.Tyypillinen käyttöesimerkki on kivipintojen lian puhdistus.Kuten alla olevasta kaaviosta näkyy, kiven pinnalla olevat epäpuhtaudet absorboivat laseria voimakkaasti ja höyrystyvät nopeasti.Kun epäpuhtaudet on poistettu kokonaan ja laser säteilyttää kiven pinnan, absorptio on heikompi ja enemmän laserenergiaa siroaa kiven pintaan.Tämän seurauksena kiven pinnan lämpötila muuttuu minimaalisesti, mikä suojaa sitä vaurioilta.
Tyypillinen prosessi, johon liittyy pääasiassa kemiallista toimintaa, tapahtuu, kun orgaaniset epäpuhtaudet puhdistetaan ultraviolettiaallonpituuslasereilla. Tämä prosessi tunnetaan laserablaationa.Ultraviolettilasereilla on lyhyemmät aallonpituudet ja korkeampi fotonienergia.Esimerkiksi KrF-eksimeerilaserin aallonpituudella 248 nm fotonienergia on 5 eV, mikä on 40 kertaa suurempi kuin CO2-laserfotonien (0,12 eV).Tällainen korkea fotonienergia riittää katkaisemaan molekyylisidokset orgaanisista materiaaleista, jolloin orgaanisissa epäpuhtauksissa olevat CC-, CH-, CO jne. -sidokset murtuvat, kun ne absorboivat laserin fotonienergiaa, mikä johtaa pyrolyyttiseen kaasutukseen ja poistoon laserista. pinta.
Shokkiprosessi laserpuhdistuksessa:
Laserpuhdistuksen shokkiprosessi sisältää sarjan reaktioita, jotka tapahtuvat laserin ja materiaalin välisen vuorovaikutuksen aikana, mikä johtaa shokkiaaltoihin, jotka vaikuttavat materiaalin pintaan.Näiden shokkiaaltojen vaikutuksesta pinnan epäpuhtaudet hajoavat pölyksi tai sirpaleiksi, jotka irtoavat pinnasta.Näitä shokkiaaltoja aiheuttavat mekanismit ovat erilaisia, mukaan lukien plasma, höyry ja nopea lämpölaajenemis- ja supistumisilmiö.
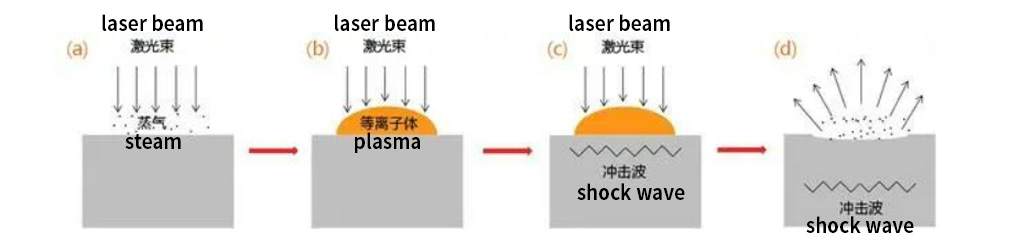
Ottamalla esimerkkinä plasmashokkiaallot, voimme lyhyesti ymmärtää, kuinka laserpuhdistuksen shokkiprosessi poistaa pinnan epäpuhtaudet.Ultralyhyen pulssinleveyden (ns) ja erittäin korkean huipputehon (107–1010 W/cm2) lasereita käytettäessä pintalämpötila voi nousta jyrkästi höyrystymislämpötiloihin, vaikka laserin pintaabsorptio olisi heikko.Tämä nopea lämpötilan nousu muodostaa höyryä materiaalin pinnan yläpuolelle, kuten kuvassa (a) näkyy.Höyryn lämpötila voi nousta 104-105 K:iin, mikä riittää ionisoimaan itse höyryn tai ympäröivän ilman muodostaen plasman.Plasma estää laseria pääsemästä materiaalin pinnalle, mikä mahdollisesti pysäyttää pinnan höyrystymisen.Plasma kuitenkin edelleen absorboi laserenergiaa nostaen edelleen sen lämpötilaa ja luoden paikallisen tilan, jossa on erittäin korkea lämpötila ja paine.Tämä synnyttää hetkellisen 1-100 kbar:n iskun materiaalin pintaan ja siirtyy asteittain sisäänpäin, kuten kuvissa (b) ja (c) näkyy.Iskuaallon vaikutuksesta pinnan epäpuhtaudet murtuvat pieneksi pölyksi, hiukkasiksi tai sirpaleiksi.Kun laser siirtyy pois säteilytetystä paikasta, plasma katoaa nopeasti luoden paikallisen alipaineen, ja epäpuhtauksien hiukkaset tai fragmentit poistetaan pinnalta, kuten kuvassa (d).
Värähtelyprosessi laserpuhdistuksessa:
Laserpuhdistuksen värähtelyprosessissa sekä materiaalin lämpeneminen että jäähtyminen tapahtuvat erittäin nopeasti lyhytpulssilaserien vaikutuksesta.Eri materiaalien erilaisista lämpölaajenemiskertoimista johtuen pinnan epäpuhtaudet ja substraatti läpikäyvät eriasteista suurtaajuista lämpölaajenemista ja supistumista, kun ne altistetaan lyhytpulssiselle lasersäteilylle.Tämä johtaa värähtelevään vaikutukseen, joka saa epäpuhtaudet kuoriutumaan pois materiaalin pinnalta.
Tämän kuorintaprosessin aikana materiaalin höyrystymistä ei välttämättä tapahdu, eikä plasmaa välttämättä muodostu.Sen sijaan prosessi perustuu leikkausvoimiin, jotka syntyvät kontaminantin ja alustan välisellä rajapinnalla värähtelevän vaikutuksen alaisena, jotka rikkovat niiden välisen sidoksen.Tutkimukset ovat osoittaneet, että laserin tulokulman hieman suurentaminen voi parantaa laserin, hiukkasmaisten epäpuhtauksien ja substraatin rajapinnan välistä kontaktia.Tämä lähestymistapa alentaa laserpuhdistuksen kynnystä, mikä tekee värähtelevästä vaikutuksesta selvemmän ja parantaa puhdistustehoa.Tulokulma ei kuitenkaan saa olla liian suuri, sillä erittäin suuri kulma voi vähentää materiaalin pintaan vaikuttavaa energiatiheyttä ja heikentää siten laserin puhdistuskykyä.
Laserpuhdistuksen teolliset sovellukset:
1: Muottiteollisuus
Laserpuhdistus mahdollistaa muottien kosketuksettoman puhdistuksen, mikä varmistaa muotipintojen turvallisuuden.Se takaa tarkkuuden ja pystyy puhdistamaan alle mikronin tason likahiukkasia, joita perinteisillä puhdistusmenetelmillä voi olla vaikea poistaa.Tällä saavutetaan todella saastumaton, tehokas ja laadukas puhdistus.

2: Tarkkuusinstrumenttiteollisuus
Tarkkuusmekaanisessa teollisuudessa komponenteista on usein poistettava voiteluun ja korroosionkestävyyteen käytetyt esterit ja mineraaliöljyt.Puhdistukseen käytetään yleisesti kemiallisia menetelmiä, mutta niistä jää usein jäämiä.Laserpuhdistus voi poistaa esterit ja mineraaliöljyt kokonaan vahingoittamatta komponenttien pintaa.Laserin aiheuttamat oksidikerrosten räjähdykset komponenttien pinnoilla aiheuttavat iskuaaltoja, jotka poistavat epäpuhtaudet ilman mekaanista vuorovaikutusta.

3: Rautatieteollisuus
Tällä hetkellä kiskojen puhdistuksessa ennen hitsausta käytetään pääasiassa pyörän hiontaa ja hiontaa, mikä johtaa vakaviin alustavaurioihin ja jäännösjännitykseen.Lisäksi se kuluttaa huomattavan määrän hankaavia kulutusosia, mikä johtaa korkeisiin kustannuksiin ja vakavaan pölysaasteeseen.Laserpuhdistus voi tarjota korkealaatuisen, tehokkaan ja ympäristöystävällisen puhdistustekniikan suurten nopeuksien rautateiden tuotantoon Kiinassa.Se käsittelee ongelmia, kuten saumattomia kiskon reikiä, harmaita pisteitä ja hitsausvirheitä, mikä parantaa suurnopeusjunaliikenteen vakautta ja turvallisuutta.
4: Ilmailuteollisuus
Lentokoneiden pinnat on maalattava uudelleen tietyn ajan kuluttua, mutta ennen maalausta vanha maali on poistettava kokonaan.Kemiallinen upotus/pyyhintä on tärkeä maalinpoistomenetelmä ilmailualalla, mikä aiheuttaa huomattavaa kemiallista jätettä ja kyvyttömyyttä saavuttaa paikallista maalinpoistoa huoltoa varten.Laserpuhdistuksella voidaan saavuttaa korkealaatuinen maalinpoisto lentokoneen ihon pinnalta ja se on helposti mukautettavissa automatisoituun tuotantoon.Tällä hetkellä tätä tekniikkaa on alettu soveltaa joidenkin huippuluokan lentokonemallien huollossa ulkomailla.
5: Meriteollisuus
Tuotantoa edeltävässä puhdistuksessa meriteollisuudessa käytetään yleisesti hiekkapuhallusmenetelmiä, mikä aiheuttaa vakavaa pölysaastetta ympäröivään ympäristöön.Koska hiekkapuhallus kielletään vähitellen, se on vähentänyt tuotantoa tai jopa sulkenut laivanrakennusyrityksiä.Laserpuhdistusteknologia tarjoaa vihreän ja saastumattoman puhdistusratkaisun laivojen pintojen korroosionestopinnoitukseen.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Postitusaika: 16.1.2024