






A lézeres tisztítási technológia szűk impulzusszélességű, nagy teljesítménysűrűségű lézereket alkalmaz a tisztítandó tárgy felületén.A gyors vibráció, a párologtatás, a bomlás és a plazma hámlás együttes hatása révén a felületen lévő szennyeződések, rozsdafoltok vagy bevonatok azonnali párolgáson és leváláson mennek keresztül, ami a felület tisztítását eredményezi.
A lézeres tisztítás olyan előnyökkel jár, mint az érintésmentes, környezetbarát, hatékony precizitás és az aljzat sérülésmentessége, így különféle helyzetekben alkalmazható.
Lézeres tisztítás

Zöld és hatékony
A lézeres tisztítást széles körben alkalmazza többek között az abroncsipar, az új energiaipar és az építőipari gépipar.A „kettős karbon” célok korszakában a lézeres tisztítás új megoldásként jelenik meg a hagyományos takarítási piacon, magas hatékonyságának, precíz irányíthatóságának és környezetbarát tulajdonságainak köszönhetően.
A lézeres tisztítás fogalma:
A lézeres tisztítás magában foglalja a lézersugarak fókuszálását az anyag felületére, hogy a felületi szennyeződéseket gyorsan elpárologtassák vagy lehámozzák, így az anyag felülete megtisztul.A különféle hagyományos fizikai vagy kémiai tisztítási módszerekhez képest a lézeres tisztítást az érintésmentesség, a fogyóeszközök, a szennyeződésmentesség, a nagy pontosság, valamint a minimális vagy sérülésmentesség jellemzi, így ideális választás az ipari tisztítási technológia új generációjához.
A lézeres tisztítás elve:
A lézeres tisztítás elve összetett, és fizikai és kémiai folyamatokat is magában foglalhat.Sok esetben a fizikai folyamatok dominálnak, amelyeket részleges kémiai reakciók kísérnek.A fő folyamatok három típusba sorolhatók: párologtatási folyamat, sokkolási folyamat és oszcillációs folyamat.
Elgázosítási folyamat:
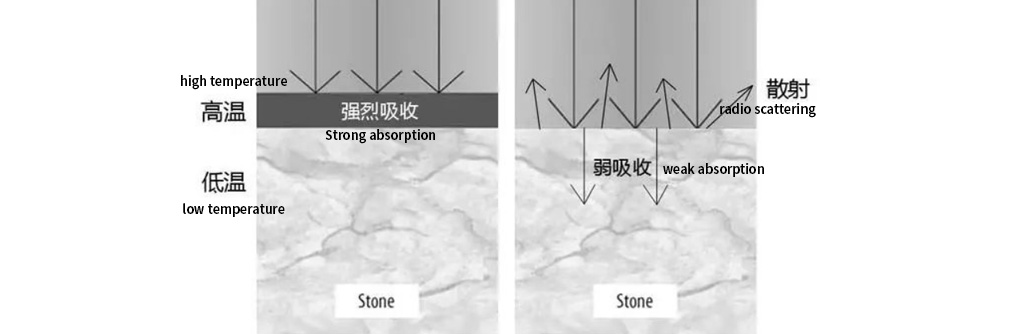
Ha nagy energiájú lézeres besugárzást alkalmaznak egy anyag felületén, a felület elnyeli a lézerenergiát, és belső energiává alakítja át, aminek következtében a felület hőmérséklete gyorsan megemelkedik.Ez a hőmérséklet-emelkedés eléri vagy meghaladja az anyag párolgási hőmérsékletét, aminek következtében a szennyeződések gőz formájában leválnak az anyag felületéről.A szelektív elpárologtatás gyakran előfordul, ha a lézert érő szennyeződések abszorpciós sebessége lényegesen nagyobb, mint a hordozóé.Tipikus alkalmazási példa a kőfelületek szennyeződéseinek tisztítása.Amint az alábbi ábrán látható, a kőfelületen lévő szennyeződések erősen elnyelik a lézert, és gyorsan elpárolognak.Miután a szennyeződéseket teljesen eltávolították, és a lézer besugározza a kőfelületet, az abszorpció gyengébb lesz, és több lézerenergiát szór szét a kőfelületen.Következésképpen a kőfelület hőmérséklete minimálisan változik, ezáltal megóvja azt a sérülésektől.
Egy tipikus folyamat, amely elsősorban kémiai hatást foglal magában, amikor a szerves szennyeződéseket ultraibolya hullámhosszú lézerekkel tisztítják, ezt a folyamatot lézeres ablációnak nevezik.Az ultraibolya lézerek rövidebb hullámhosszúak és nagyobb fotonenergiával rendelkeznek.Például egy 248 nm hullámhosszú KrF excimer lézer fotonenergiája 5 eV, ami 40-szer nagyobb, mint a CO2 lézer fotonjaié (0,12 eV).Az ilyen nagy fotonenergia elegendő a szerves anyagok molekuláris kötéseinek megszakításához, aminek következtében a szerves szennyeződésekben lévő CC, CH, CO stb. kötések megrepednek a lézer fotonenergiájának elnyelésekor, ami pirolitikus elgázosításhoz és a lézerből való eltávolításhoz vezet. felület.
Sokkoló folyamat a lézeres tisztításban:
A lézeres tisztítás során a sokkolási folyamat egy sor reakciót foglal magában, amelyek a lézer és az anyag közötti kölcsönhatás során lépnek fel, és lökéshullámokat eredményezve az anyag felületén.Ezeknek a lökéshullámoknak a hatására a felületi szennyeződések porrá vagy szilánkokra törnek, és leválik a felületről.Az ilyen lökéshullámokat okozó mechanizmusok változatosak, beleértve a plazmát, a gőzt, valamint a gyors hőtágulási és összehúzódási jelenségeket.
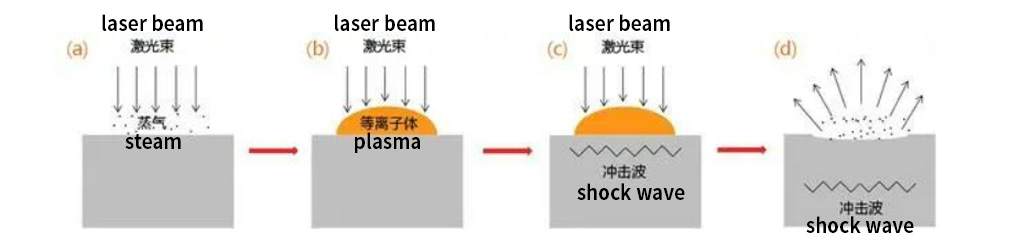
Példaként a plazma lökéshullámokat tekintve röviden megérthetjük, hogyan távolítja el a lézeres tisztítás sokkoló folyamata a felületi szennyeződéseket.Az ultrarövid impulzusszélesség (ns) és az ultra-nagy csúcsteljesítményű (107–1010 W/cm2) lézerek alkalmazásával a felületi hőmérséklet meredeken emelkedhet párolgási hőmérsékletre, még akkor is, ha a lézer felületi abszorpciója gyenge.Ez a gyors hőmérséklet-emelkedés gőzt képez az anyag felülete felett, amint az az (a) ábrán látható.A gőz hőmérséklete elérheti a 104-105 K-t, ami elegendő magának a gőznek vagy a környező levegőnek a ionizálásához, plazmát képezve.A plazma megakadályozza, hogy a lézer elérje az anyag felületét, esetleg megállítja a felületi párologtatást.A plazma azonban továbbra is elnyeli a lézerenergiát, tovább növeli hőmérsékletét, és rendkívül magas hőmérsékletű és nyomású lokális állapotot hoz létre.Ez 1-100 kbar-os pillanatnyi ütést generál az anyag felületén, és fokozatosan befelé sugároz, amint az a (b) és (c) ábrákon látható.A lökéshullám hatására a felületi szennyeződések apró porokra, részecskékre vagy töredékekre törnek.Amikor a lézer eltávolodik a besugárzott helytől, a plazma azonnal eltűnik, helyi negatív nyomást hozva létre, és a szennyeződések részecskéi vagy töredékei eltávolítódnak a felületről, ahogy az a (d) ábrán látható.
Oszcillációs folyamat a lézeres tisztításban:
A lézeres tisztítás oszcillációs folyamatában a rövid impulzusú lézerek hatására az anyag felmelegedése és hűtése egyaránt rendkívül gyorsan megy végbe.A különböző anyagok eltérő hőtágulási együtthatói miatt a felületi szennyeződések és az aljzat nagyfrekvenciás hőtáguláson és különböző mértékű összehúzódáson mennek keresztül, amikor rövid impulzusú lézersugárzásnak vannak kitéve.Ez oszcillációs hatáshoz vezet, aminek következtében a szennyeződések leválik az anyag felületéről.
A hámozási folyamat során előfordulhat, hogy az anyag párologtatása nem következik be, és nem feltétlenül képződik plazma.Ehelyett a folyamat a szennyezőanyag és a szubsztrát határfelületén keletkező nyíróerőkre támaszkodik az oszcillációs hatás hatására, amelyek megszakítják a köztük lévő kötést.Tanulmányok kimutatták, hogy a lézer beesési szögének kismértékű növelése javíthatja a lézer, a szemcsés szennyeződések és a hordozó felülete közötti érintkezést.Ez a megközelítés csökkenti a lézeres tisztítás küszöbét, kifejezettebbé teszi az oszcilláló hatást és javítja a tisztítási hatékonyságot.A beesési szög azonban ne legyen túl nagy, mert a nagyon nagy szög csökkentheti az anyag felületére ható energiasűrűséget, ezáltal gyengül a lézer tisztító képessége.
A lézeres tisztítás ipari alkalmazásai:
1: Penészipar
A lézeres tisztítás lehetővé teszi a penészgombák érintésmentes tisztítását, ezzel biztosítva a penészfelületek biztonságát.Garantálja a pontosságot, és képes megtisztítani a mikron alatti szennyeződésrészecskéket, amelyeket a hagyományos tisztítási módszerek nehezen távolítanak el.Ezzel valóban szennyezésmentes, hatékony és kiváló minőségű tisztítás érhető el.

2: Precíziós műszeripar
A precíziós mechanikai iparban az alkatrészekből gyakran el kell távolítani a kenéshez és a korrózióállósághoz használt észtereket és ásványi olajokat.A tisztításhoz általában vegyi módszereket alkalmaznak, de ezek gyakran maradványokat hagynak maguk után.A lézeres tisztítás teljesen eltávolíthatja az észtereket és az ásványi olajokat anélkül, hogy károsítaná az alkatrészek felületét.Az alkatrészek felületén lévő oxidrétegek lézer által kiváltott robbanása lökéshullámokat eredményez, amelyek mechanikai kölcsönhatás nélkül eltávolítják a szennyeződéseket.

3: Vasúti ipar
Jelenleg a hegesztés előtti síntisztítás túlnyomórészt korongcsiszolást és csiszolást alkalmaz, ami súlyos aljzatkárosodáshoz és maradékfeszültséghez vezet.Ezenkívül jelentős mennyiségű csiszolóanyagot fogyaszt, ami magas költségeket és komoly porszennyezést eredményez.A lézeres tisztítás kiváló minőségű, hatékony és környezetbarát tisztítási technikát biztosíthat a kínai nagysebességű vasúti vágányok gyártásához.Olyan problémákkal foglalkozik, mint a varrat nélküli sínlyukak, szürke foltok és hegesztési hibák, növelve a nagysebességű vasúti műveletek stabilitását és biztonságát.
4: Repülési ipar
A repülőgép felületeit egy bizonyos idő elteltével újra kell festeni, de festés előtt a régi festéket teljesen el kell távolítani.A vegyszeres merítés/törlés a légiközlekedési ágazat egyik fő festékeltávolítási módszere, amely jelentős vegyi hulladékot okoz, és képtelenség elérni a helyi festék eltávolítását karbantartás céljából.A lézeres tisztítás kiváló minőségű festékeltávolítást tesz lehetővé a repülőgép bőrfelületéről, és könnyen adaptálható az automatizált gyártáshoz.Jelenleg ezt a technológiát néhány csúcskategóriás repülőgép-modell külföldön történő karbantartásában kezdték el alkalmazni.
5: Tengerészeti ipar
A gyártás előtti tisztítás a tengeri iparban általában homokfúvásos módszereket alkalmaz, ami súlyos porszennyezést okoz a környező környezetben.Mivel a homokfúvást fokozatosan betiltják, ez a termelés csökkenéséhez, vagy akár leállásokhoz vezetett a hajóépítő cégeknél.A lézeres tisztítási technológia zöld és szennyeződésmentes tisztító megoldást biztosít a hajófelületek korróziógátló bevonatához.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Feladás időpontja: 2024. január 16