






Meginreglur leysisuðu
Lasersuðunýtir framúrskarandi stefnu- og aflþéttleikaeiginleika leysigeisla til að virka.Í gegnum sjónkerfi er leysigeislinn einbeittur að mjög litlu svæði, sem skapar mjög einbeittan hitagjafa á mjög stuttum tíma.Þetta ferli bræðir efnið á suðupunktinum og myndar storkna suðublett og sauma.
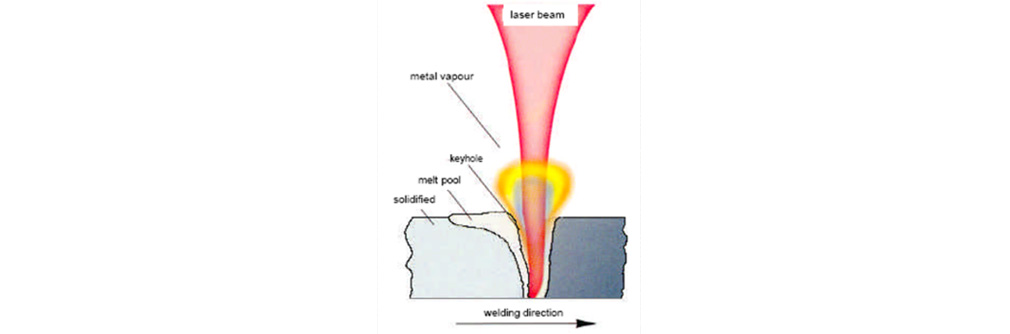
·Lasersuðu er almennt skipt í leiðslusuðu og djúpsuðu.
·Laser aflþéttleiki 105~106w/cm2leiðir til suðu með laserleiðni.
·Laser aflþéttleiki 105~106w/cm2leiðir til djúpsuðu með laser.
Einkenni leysisuðu
Í samanburði við aðrar suðuaðferðir hefur leysisuðu eftirfarandi eiginleika:
·Einbeittur orka, mikil suðunýting, mikil vinnslunákvæmni og mikið dýpt-til-breidd hlutfall suðusaumsins.
·Lítið hitainntak, lítið hitaáhrifasvæði, lágmarks afgangsálag og lítil aflögun vinnustykkisins.
·Snertilaus suðu, ljósleiðaraskipti, gott aðgengi og mikil sjálfvirkni.
·Sveigjanleg sameiginleg hönnun, sparar hráefni.
·Hægt er að stjórna suðuorku nákvæmlega, sem tryggir stöðugan suðuárangur og gott suðuútlit.
Suða á stáli og málmblöndur þess
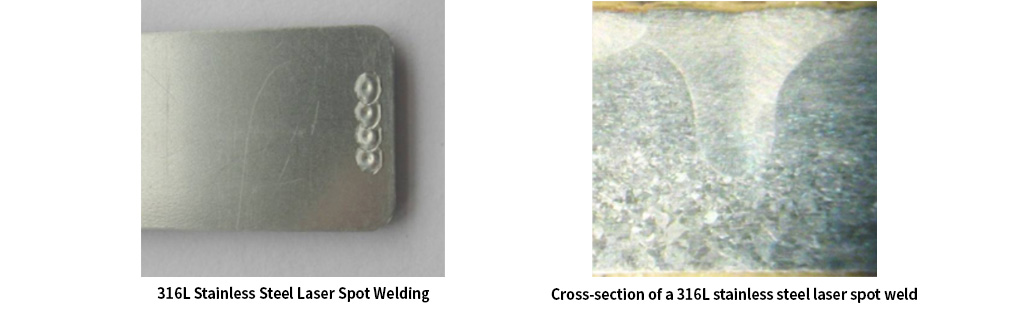
·Ryðfrítt stál getur náð góðum suðuárangri með því að nota hefðbundna ferhyrningsbylgju.
·Við hönnun á soðnum mannvirkjum skal reyna að halda suðupunktunum frá málmlausum efnum eins mikið og mögulegt er.
·Til að uppfylla kröfur um styrkleika og útlit er ráðlegt að panta nægilegt suðusvæði og þykkt vinnustykkisins.
·Við suðu er nauðsynlegt að tryggja hreinleika vinnustykkisins og þurrt umhverfisins.
Suða á áli og málmblöndur þess
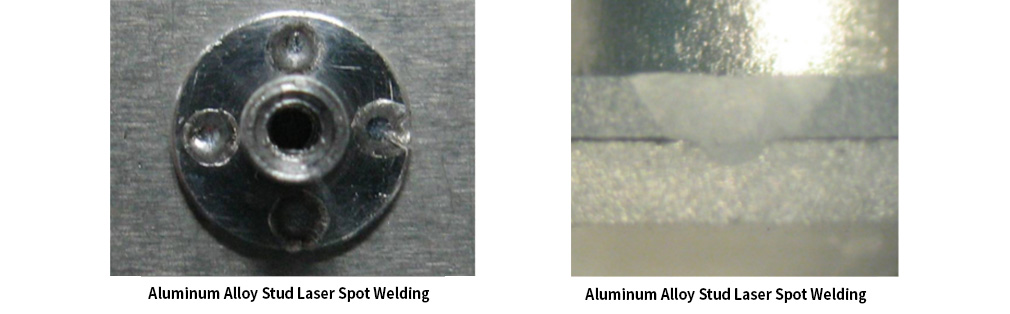
·Efni úr áli hafa mikla endurspeglun;því er þörf á háum hámarksafli í leysi við suðu.
·Það er hætta á sprungum við púlspunktssuðu sem hefur áhrif á suðustyrkinn.
·Efnissamsetningin er viðkvæm fyrir aðskilnaði, sem leiðir til slettu.Það er ráðlegt að velja hágæða hráefni.
·Almennt er hægt að ná betri suðuárangri með því að nota stóra blettstærð og langa púlsbreidd.
Suða á kopar og málmblöndur hans
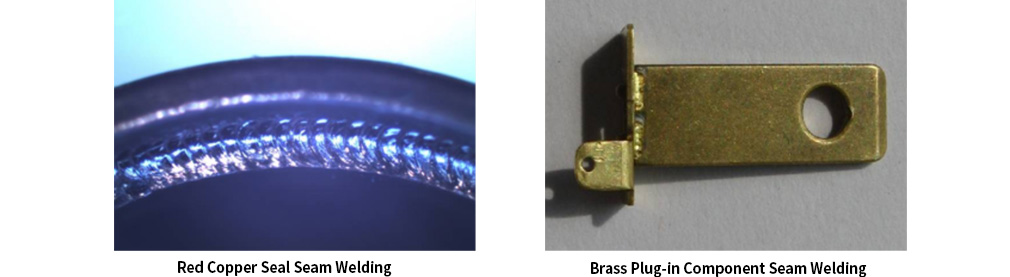
·Koparefni hafa meiri endurkastsgetu samanborið við álblöndur, sem krefst meiri hámarks leysirafls fyrir suðu.Laserhausinn þarf að halla í ákveðnu horni.
·Fyrir ákveðnar koparblendi, eins og kopar og brons, eykst suðuerfiðleikarnir vegna áhrifa málmblöndunnar.Gæta skal að vali á breytum suðuferlisins.
Ósvipuð málmsuðu

·Getur myndast fast lausn.
·Er marktækur munur á rafneikvæðni milli ólíkra málma.
·Aðrir áhrifaþættir.
Hvort ólíkir málmar geti myndað hágæða suðusamskeyti fer aðallega eftir eðliseiginleikum, efnafræðilegum eiginleikum, efnasamsetningu og ferlimælingum þeirra málma sem á að sjóða.Þetta er venjulega skoðað út frá eftirfarandi þáttum:
·Hvort hægt er að mynda fasta lausn fer eftir því hvort ólíkir málmar geti leyst upp hvort tveggja í fljótandi og föstu ástandi.Aðeins þegar þau geta leyst upp í hvort öðru endalaust getur myndast sterk og traust suðutenging.Almennt er verulegur leysni, eða jafnvel ótakmarkaður leysni, aðeins hægt að ná þegar munur á lotukerfinu radíus milli málmanna tveggja er minni en um það bil 14% til 15%.
·Hvort það er marktækur munur á rafneikvæðni milli ólíkra málma skiptir einnig sköpum.Því meiri sem munurinn er, því sterkari efnasækni þeirra, sem hefur tilhneigingu til að leiða til myndunar efnasambanda frekar en fastra lausna.Fyrir vikið minnkar leysni föstu lausnarinnar sem myndast og styrkur suðumótsins er einnig minni.
·Að auki hefur suðu ósvipaðra málma mikil áhrif á eiginleika eins og bræðslumark, hitastækkunarstuðla, hitaleiðni, sérhita, oxunarhæfni og endurkastsgetu viðkomandi efna.Því meiri sem munurinn er á þessum eðliseiginleikum, því erfiðara er að suðu, og því veikari styrkur suðusamskeytisins sem myndast hefur tilhneigingu til að vera.
·Venjulega sýnir leysisuðu á ólíkum málmefnum eins og stáli með kopar, áli og nikkel, sem og kopar með nikkel, góða suðuhæfni, sem leiðir til viðunandi suðugæða.
Lasersuðu á sér víðtæka notkun í ýmsum greinum, þar á meðal en ekki takmarkað við eftirfarandi sviðum:
1: Ósvipuð málmsuðu
Lasersuðu er mikið notað í framleiðsluiðnaði eins og bíla-, geimferða-, rafeindatækni og vélaverkfræði.Það er notað til að suða íhluti og setja saman mannvirki, auka framleiðslu skilvirkni og vörugæði.
2: Læknatæki
Við framleiðslu á lækningatækjum er leysisuðu notað til að tengja og setja saman litla, nákvæma íhluti, sem tryggir hágæða vörur en forðast óhófleg hitaáhrif á efni.
3: Raftæki
Vegna mikillar nákvæmni og lágs hitainntaks er leysisuðu mikið beitt við framleiðslu á rafeindatækjum, þar á meðal rafrásarsuðu og öreindahluta.
4: Aerospace
Lasersuðu er notað í geimgeiranum til að framleiða flugvélar og flugvélaíhluti, sem gerir létt hönnun og sterkar tengingar kleift.
5: Orkusvið
Í orkuiðnaðinum er leysisuðu notað til að framleiða sólarplötur, kjarnorkubúnað og aðra íhluti sem tengjast orkuframleiðslu.
6: Skartgripir og úrsmíði
Vegna aðlögunarhæfni þess að fínum og flóknum mannvirkjum er leysisuðu oft notuð við framleiðslu á skartgripum og úrum til að tengja og gera við viðkvæma íhluti.
7: Bílaiðnaður
Í bílaframleiðslu er leysisuðu notað til að tengja bifreiðaíhluti, bæta suðuskilvirkni og auka gæði vöru.
Á heildina litið, mikil nákvæmni, hraði og fjölhæfni leysisuðu gerir það að verkum að það er víða notað á framleiðslu- og framleiðslusviðum.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Birtingartími: 17-jan-2024