






ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವ ತಂತ್ರಜ್ಞಾನವು ಕಿರಿದಾದ ನಾಡಿ ಅಗಲವನ್ನು ಬಳಸುತ್ತದೆ, ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾದ ವಸ್ತುವಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಸಾಂದ್ರತೆಯ ಲೇಸರ್ಗಳು.ಕ್ಷಿಪ್ರ ಕಂಪನ, ಆವಿಯಾಗುವಿಕೆ, ಕೊಳೆಯುವಿಕೆ ಮತ್ತು ಪ್ಲಾಸ್ಮಾ ಸಿಪ್ಪೆಸುಲಿಯುವಿಕೆಯ ಸಂಯೋಜಿತ ಪರಿಣಾಮಗಳ ಮೂಲಕ, ಮಾಲಿನ್ಯಕಾರಕಗಳು, ತುಕ್ಕು ಕಲೆಗಳು ಅಥವಾ ಮೇಲ್ಮೈಯಲ್ಲಿನ ಲೇಪನಗಳು ತ್ವರಿತ ಆವಿಯಾಗುವಿಕೆ ಮತ್ತು ಬೇರ್ಪಡುವಿಕೆಗೆ ಒಳಗಾಗುತ್ತವೆ, ಮೇಲ್ಮೈ ಶುದ್ಧೀಕರಣವನ್ನು ಸಾಧಿಸುತ್ತವೆ.
ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಸಂಪರ್ಕವಿಲ್ಲದ, ಪರಿಸರ ಸ್ನೇಹಿ, ಪರಿಣಾಮಕಾರಿ ನಿಖರತೆ ಮತ್ತು ತಲಾಧಾರಕ್ಕೆ ಯಾವುದೇ ಹಾನಿಯಾಗದಂತೆ ಅನುಕೂಲಗಳನ್ನು ನೀಡುತ್ತದೆ, ಇದು ವಿವಿಧ ಸನ್ನಿವೇಶಗಳಲ್ಲಿ ಅನ್ವಯಿಸುತ್ತದೆ.
ಲೇಸರ್ ಕ್ಲೀನಿಂಗ್

ಹಸಿರು ಮತ್ತು ಪರಿಣಾಮಕಾರಿ
ಟೈರ್ ಉದ್ಯಮ, ಹೊಸ ಶಕ್ತಿ ಉದ್ಯಮ ಮತ್ತು ನಿರ್ಮಾಣ ಯಂತ್ರೋಪಕರಣಗಳ ಉದ್ಯಮವು ಇತರವುಗಳಲ್ಲಿ ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯನ್ನು ವ್ಯಾಪಕವಾಗಿ ಅನ್ವಯಿಸುತ್ತದೆ."ಡ್ಯುಯಲ್ ಕಾರ್ಬನ್" ಗುರಿಗಳ ಯುಗದಲ್ಲಿ, ಲೇಸರ್ ಶುದ್ಧೀಕರಣವು ಅದರ ಹೆಚ್ಚಿನ ದಕ್ಷತೆ, ನಿಖರವಾದ ನಿಯಂತ್ರಣ ಮತ್ತು ಪರಿಸರ ಸ್ನೇಹಿ ಗುಣಲಕ್ಷಣಗಳಿಂದಾಗಿ ಸಾಂಪ್ರದಾಯಿಕ ಶುಚಿಗೊಳಿಸುವ ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಹೊಸ ಪರಿಹಾರವಾಗಿ ಹೊರಹೊಮ್ಮುತ್ತಿದೆ.
ಲೇಸರ್ ಕ್ಲೀನಿಂಗ್ ಪರಿಕಲ್ಪನೆ:
ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ವಸ್ತುವಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಲೇಸರ್ ಕಿರಣಗಳನ್ನು ತ್ವರಿತವಾಗಿ ಆವಿಯಾಗಿಸಲು ಅಥವಾ ಮೇಲ್ಮೈ ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ಸಿಪ್ಪೆ ತೆಗೆಯಲು ಕೇಂದ್ರೀಕರಿಸುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ವಸ್ತುವಿನ ಮೇಲ್ಮೈ ಶುದ್ಧೀಕರಣವನ್ನು ಸಾಧಿಸುತ್ತದೆ.ವಿವಿಧ ಸಾಂಪ್ರದಾಯಿಕ ಭೌತಿಕ ಅಥವಾ ರಾಸಾಯನಿಕ ಶುಚಿಗೊಳಿಸುವ ವಿಧಾನಗಳಿಗೆ ಹೋಲಿಸಿದರೆ, ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಯಾವುದೇ ಸಂಪರ್ಕ, ಯಾವುದೇ ಉಪಭೋಗ್ಯ, ಯಾವುದೇ ಮಾಲಿನ್ಯ, ಹೆಚ್ಚಿನ ನಿಖರತೆ ಮತ್ತು ಕನಿಷ್ಠ ಅಥವಾ ಯಾವುದೇ ಹಾನಿಯಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ, ಇದು ಹೊಸ ಪೀಳಿಗೆಯ ಕೈಗಾರಿಕಾ ಶುಚಿಗೊಳಿಸುವ ತಂತ್ರಜ್ಞಾನಕ್ಕೆ ಸೂಕ್ತವಾದ ಆಯ್ಕೆಯಾಗಿದೆ.
ಲೇಸರ್ ಕ್ಲೀನಿಂಗ್ ತತ್ವ:
ಲೇಸರ್ ಶುದ್ಧೀಕರಣದ ತತ್ವವು ಸಂಕೀರ್ಣವಾಗಿದೆ ಮತ್ತು ಭೌತಿಕ ಮತ್ತು ರಾಸಾಯನಿಕ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಒಳಗೊಂಡಿರಬಹುದು.ಅನೇಕ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಭೌತಿಕ ಪ್ರಕ್ರಿಯೆಗಳು ಪ್ರಾಬಲ್ಯ ಹೊಂದಿದ್ದು, ಭಾಗಶಃ ರಾಸಾಯನಿಕ ಪ್ರತಿಕ್ರಿಯೆಗಳೊಂದಿಗೆ ಇರುತ್ತದೆ.ಮುಖ್ಯ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಮೂರು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು: ಆವಿಯಾಗುವಿಕೆ ಪ್ರಕ್ರಿಯೆ, ಆಘಾತ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಆಂದೋಲನ ಪ್ರಕ್ರಿಯೆ.
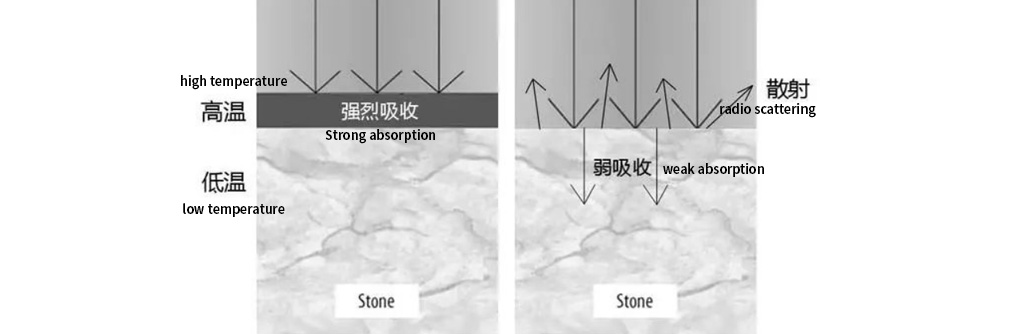
ಅನಿಲೀಕರಣ ಪ್ರಕ್ರಿಯೆ:
ವಸ್ತುವಿನ ಮೇಲ್ಮೈಗೆ ಹೆಚ್ಚಿನ ಶಕ್ತಿಯ ಲೇಸರ್ ವಿಕಿರಣವನ್ನು ಅನ್ವಯಿಸಿದಾಗ, ಮೇಲ್ಮೈ ಲೇಸರ್ ಶಕ್ತಿಯನ್ನು ಹೀರಿಕೊಳ್ಳುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಆಂತರಿಕ ಶಕ್ತಿಯನ್ನಾಗಿ ಪರಿವರ್ತಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಮೇಲ್ಮೈ ತಾಪಮಾನವು ವೇಗವಾಗಿ ಹೆಚ್ಚಾಗುತ್ತದೆ.ತಾಪಮಾನದಲ್ಲಿನ ಈ ಏರಿಕೆಯು ವಸ್ತುವಿನ ಆವಿಯಾಗುವಿಕೆಯ ತಾಪಮಾನವನ್ನು ತಲುಪುತ್ತದೆ ಅಥವಾ ಮೀರುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಆವಿಯ ರೂಪದಲ್ಲಿ ವಸ್ತುವಿನ ಮೇಲ್ಮೈಯಿಂದ ಬೇರ್ಪಡುತ್ತವೆ.ಲೇಸರ್ಗೆ ಮಾಲಿನ್ಯಕಾರಕಗಳ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯ ಪ್ರಮಾಣವು ತಲಾಧಾರಕ್ಕಿಂತ ಗಮನಾರ್ಹವಾಗಿ ಹೆಚ್ಚಾದಾಗ ಆಯ್ದ ಆವಿಯಾಗುವಿಕೆ ಸಂಭವಿಸುತ್ತದೆ.ಒಂದು ವಿಶಿಷ್ಟವಾದ ಅಪ್ಲಿಕೇಶನ್ ಉದಾಹರಣೆಯೆಂದರೆ ಕಲ್ಲಿನ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಕೊಳೆಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸುವುದು.ಕೆಳಗಿನ ರೇಖಾಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ, ಕಲ್ಲಿನ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಲೇಸರ್ ಅನ್ನು ಬಲವಾಗಿ ಹೀರಿಕೊಳ್ಳುತ್ತವೆ ಮತ್ತು ತ್ವರಿತವಾಗಿ ಆವಿಯಾಗುತ್ತವೆ.ಕಲ್ಮಶಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಿದಾಗ ಮತ್ತು ಲೇಸರ್ ಕಲ್ಲಿನ ಮೇಲ್ಮೈಯನ್ನು ವಿಕಿರಣಗೊಳಿಸಿದಾಗ, ಹೀರಿಕೊಳ್ಳುವಿಕೆಯು ದುರ್ಬಲವಾಗಿರುತ್ತದೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಲೇಸರ್ ಶಕ್ತಿಯು ಕಲ್ಲಿನ ಮೇಲ್ಮೈಯಿಂದ ಚದುರಿಹೋಗುತ್ತದೆ.ಪರಿಣಾಮವಾಗಿ, ಕಲ್ಲಿನ ಮೇಲ್ಮೈಯ ತಾಪಮಾನದಲ್ಲಿ ಕನಿಷ್ಠ ಬದಲಾವಣೆ ಇರುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಅದನ್ನು ಹಾನಿಯಿಂದ ರಕ್ಷಿಸುತ್ತದೆ.
ನೇರಳಾತೀತ ತರಂಗಾಂತರದ ಲೇಸರ್ಗಳೊಂದಿಗೆ ಸಾವಯವ ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸುವಾಗ ಪ್ರಾಥಮಿಕವಾಗಿ ರಾಸಾಯನಿಕ ಕ್ರಿಯೆಯನ್ನು ಒಳಗೊಂಡಿರುವ ಒಂದು ವಿಶಿಷ್ಟ ಪ್ರಕ್ರಿಯೆಯು ಸಂಭವಿಸುತ್ತದೆ, ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಲೇಸರ್ ಅಬ್ಲೇಶನ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.ನೇರಳಾತೀತ ಲೇಸರ್ಗಳು ಕಡಿಮೆ ತರಂಗಾಂತರಗಳನ್ನು ಮತ್ತು ಹೆಚ್ಚಿನ ಫೋಟಾನ್ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿರುತ್ತವೆ.ಉದಾಹರಣೆಗೆ, 248 nm ತರಂಗಾಂತರವನ್ನು ಹೊಂದಿರುವ KrF ಎಕ್ಸೈಮರ್ ಲೇಸರ್ 5 eV ನ ಫೋಟಾನ್ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿದೆ, ಇದು CO2 ಲೇಸರ್ ಫೋಟಾನ್ಗಳಿಗಿಂತ (0.12 eV) 40 ಪಟ್ಟು ಹೆಚ್ಚು.ಸಾವಯವ ವಸ್ತುಗಳಲ್ಲಿನ ಆಣ್ವಿಕ ಬಂಧಗಳನ್ನು ಮುರಿಯಲು ಅಂತಹ ಹೆಚ್ಚಿನ ಫೋಟಾನ್ ಶಕ್ತಿಯು ಸಾಕಾಗುತ್ತದೆ, CC, CH, CO, ಇತ್ಯಾದಿ, ಸಾವಯವ ಮಾಲಿನ್ಯಕಾರಕಗಳಲ್ಲಿನ ಬಂಧಗಳು ಲೇಸರ್ನ ಫೋಟಾನ್ ಶಕ್ತಿಯನ್ನು ಹೀರಿಕೊಳ್ಳುವ ಮೂಲಕ ಮುರಿತಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಪೈರೋಲೈಟಿಕ್ ಅನಿಲೀಕರಣ ಮತ್ತು ತೆಗೆದುಹಾಕುವಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಮೇಲ್ಮೈ.
ಲೇಸರ್ ಕ್ಲೀನಿಂಗ್ನಲ್ಲಿ ಆಘಾತ ಪ್ರಕ್ರಿಯೆ:
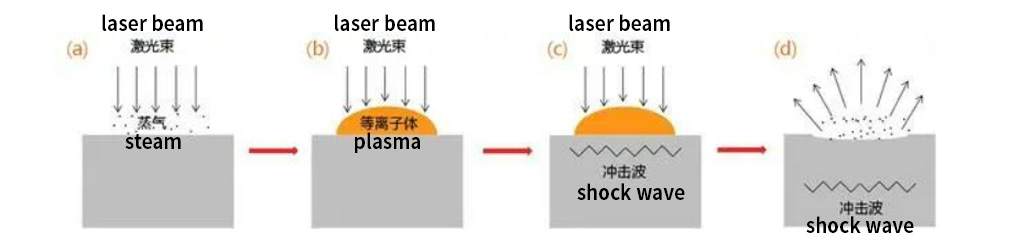
ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯಲ್ಲಿನ ಆಘಾತ ಪ್ರಕ್ರಿಯೆಯು ಲೇಸರ್ ಮತ್ತು ವಸ್ತುವಿನ ನಡುವಿನ ಪರಸ್ಪರ ಕ್ರಿಯೆಯ ಸಮಯದಲ್ಲಿ ಸಂಭವಿಸುವ ಪ್ರತಿಕ್ರಿಯೆಗಳ ಸರಣಿಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಆಘಾತ ತರಂಗಗಳು ವಸ್ತುವಿನ ಮೇಲ್ಮೈ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತವೆ.ಈ ಆಘಾತ ತರಂಗಗಳ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ, ಮೇಲ್ಮೈ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಧೂಳು ಅಥವಾ ತುಣುಕುಗಳಾಗಿ ಛಿದ್ರವಾಗುತ್ತವೆ, ಮೇಲ್ಮೈಯಿಂದ ಸಿಪ್ಪೆ ಸುಲಿಯುತ್ತವೆ.ಈ ಆಘಾತ ತರಂಗಗಳನ್ನು ಉಂಟುಮಾಡುವ ಕಾರ್ಯವಿಧಾನಗಳು ಪ್ಲಾಸ್ಮಾ, ಆವಿ ಮತ್ತು ತ್ವರಿತ ಉಷ್ಣ ವಿಸ್ತರಣೆ ಮತ್ತು ಸಂಕೋಚನ ವಿದ್ಯಮಾನಗಳನ್ನು ಒಳಗೊಂಡಂತೆ ವೈವಿಧ್ಯಮಯವಾಗಿವೆ.
ಪ್ಲಾಸ್ಮಾ ಆಘಾತ ತರಂಗಗಳನ್ನು ಉದಾಹರಣೆಯಾಗಿ ತೆಗೆದುಕೊಂಡರೆ, ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯಲ್ಲಿನ ಆಘಾತ ಪ್ರಕ್ರಿಯೆಯು ಮೇಲ್ಮೈ ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ಹೇಗೆ ತೆಗೆದುಹಾಕುತ್ತದೆ ಎಂಬುದನ್ನು ನಾವು ಸಂಕ್ಷಿಪ್ತವಾಗಿ ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬಹುದು.ಅಲ್ಟ್ರಾ-ಶಾರ್ಟ್ ಪಲ್ಸ್ ಅಗಲ (ns) ಮತ್ತು ಅಲ್ಟ್ರಾ-ಹೈ ಪೀಕ್ ಪವರ್ (107– 1010 W/cm2) ಲೇಸರ್ಗಳ ಅನ್ವಯದೊಂದಿಗೆ, ಲೇಸರ್ನ ಮೇಲ್ಮೈ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯು ದುರ್ಬಲವಾಗಿದ್ದರೂ ಸಹ ಮೇಲ್ಮೈ ತಾಪಮಾನವು ಆವಿಯಾಗುವಿಕೆಯ ತಾಪಮಾನಕ್ಕೆ ತೀವ್ರವಾಗಿ ಏರಬಹುದು.ಈ ಕ್ಷಿಪ್ರ ತಾಪಮಾನ ಹೆಚ್ಚಳವು ವಸ್ತುವಿನ ಮೇಲ್ಮೈ ಮೇಲೆ ಆವಿಯನ್ನು ರೂಪಿಸುತ್ತದೆ, ವಿವರಣೆಯಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ (a).ಆವಿಯ ಉಷ್ಣತೆಯು 104 - 105 K ತಲುಪಬಹುದು, ಆವಿಯನ್ನು ಅಥವಾ ಸುತ್ತಮುತ್ತಲಿನ ಗಾಳಿಯನ್ನು ಅಯಾನೀಕರಿಸಲು ಸಾಕಷ್ಟು, ಪ್ಲಾಸ್ಮಾವನ್ನು ರೂಪಿಸುತ್ತದೆ.ಪ್ಲಾಸ್ಮಾ ವಸ್ತುವಿನ ಮೇಲ್ಮೈಯನ್ನು ತಲುಪದಂತೆ ಲೇಸರ್ ಅನ್ನು ನಿರ್ಬಂಧಿಸುತ್ತದೆ, ಬಹುಶಃ ಮೇಲ್ಮೈ ಆವಿಯಾಗುವಿಕೆಯನ್ನು ನಿಲ್ಲಿಸುತ್ತದೆ.ಆದಾಗ್ಯೂ, ಪ್ಲಾಸ್ಮಾವು ಲೇಸರ್ ಶಕ್ತಿಯನ್ನು ಹೀರಿಕೊಳ್ಳುವುದನ್ನು ಮುಂದುವರೆಸುತ್ತದೆ, ಅದರ ತಾಪಮಾನವನ್ನು ಮತ್ತಷ್ಟು ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ಅತ್ಯಂತ ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಒತ್ತಡದ ಸ್ಥಳೀಯ ಸ್ಥಿತಿಯನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ.ಇದು ವಸ್ತುವಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ 1-100 kbar ನ ಕ್ಷಣಿಕ ಪರಿಣಾಮವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ ಮತ್ತು ವಿವರಣೆಗಳು (b) ಮತ್ತು (c) ನಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ ಹಂತಹಂತವಾಗಿ ಒಳಮುಖವಾಗಿ ಹರಡುತ್ತದೆ.ಆಘಾತ ತರಂಗದ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ, ಮೇಲ್ಮೈ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಸಣ್ಣ ಧೂಳು, ಕಣಗಳು ಅಥವಾ ತುಣುಕುಗಳಾಗಿ ಮುರಿಯುತ್ತವೆ.ಲೇಸರ್ ವಿಕಿರಣಗೊಂಡ ಸ್ಥಳದಿಂದ ದೂರ ಹೋದಾಗ, ಪ್ಲಾಸ್ಮಾ ತಕ್ಷಣವೇ ಕಣ್ಮರೆಯಾಗುತ್ತದೆ, ಸ್ಥಳೀಯ ನಕಾರಾತ್ಮಕ ಒತ್ತಡವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ ಮತ್ತು ವಿವರಣೆ (ಡಿ) ನಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ ಮಾಲಿನ್ಯಕಾರಕಗಳ ಕಣಗಳು ಅಥವಾ ತುಣುಕುಗಳನ್ನು ಮೇಲ್ಮೈಯಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
ಲೇಸರ್ ಶುದ್ಧೀಕರಣದಲ್ಲಿ ಆಂದೋಲನ ಪ್ರಕ್ರಿಯೆ:
ಲೇಸರ್ ಶುದ್ಧೀಕರಣದ ಆಂದೋಲನ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಶಾರ್ಟ್-ಪಲ್ಸ್ ಲೇಸರ್ಗಳ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ವಸ್ತುಗಳ ತಾಪನ ಮತ್ತು ತಂಪಾಗಿಸುವಿಕೆ ಎರಡೂ ಅತ್ಯಂತ ವೇಗವಾಗಿ ಸಂಭವಿಸುತ್ತವೆ.ವಿವಿಧ ವಸ್ತುಗಳ ವಿಭಿನ್ನ ಉಷ್ಣ ವಿಸ್ತರಣಾ ಗುಣಾಂಕಗಳ ಕಾರಣದಿಂದಾಗಿ, ಮೇಲ್ಮೈ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಮತ್ತು ತಲಾಧಾರವು ಹೆಚ್ಚಿನ ಆವರ್ತನದ ಉಷ್ಣ ವಿಸ್ತರಣೆಗೆ ಒಳಗಾಗುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ-ನಾಡಿ ಲೇಸರ್ ವಿಕಿರಣಕ್ಕೆ ಒಡ್ಡಿಕೊಂಡಾಗ ವಿವಿಧ ಡಿಗ್ರಿಗಳ ಸಂಕೋಚನಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ.ಇದು ಆಂದೋಲಕ ಪರಿಣಾಮಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ವಸ್ತು ಮೇಲ್ಮೈಯಿಂದ ಸಿಪ್ಪೆ ತೆಗೆಯಲು ಕಾರಣವಾಗುತ್ತದೆ.
ಈ ಸಿಪ್ಪೆಸುಲಿಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ವಸ್ತುವಿನ ಆವಿಯಾಗುವಿಕೆ ಸಂಭವಿಸದಿರಬಹುದು ಅಥವಾ ಪ್ಲಾಸ್ಮಾ ಅಗತ್ಯವಾಗಿ ರೂಪುಗೊಳ್ಳುವುದಿಲ್ಲ.ಬದಲಾಗಿ, ಪ್ರಕ್ರಿಯೆಯು ಆಂದೋಲನ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ ಮಾಲಿನ್ಯಕಾರಕ ಮತ್ತು ತಲಾಧಾರದ ನಡುವಿನ ಇಂಟರ್ಫೇಸ್ನಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುವ ಬರಿಯ ಬಲಗಳ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿದೆ, ಅದು ಅವುಗಳ ನಡುವಿನ ಬಂಧವನ್ನು ಮುರಿಯುತ್ತದೆ.ಲೇಸರ್ ಘಟನೆಯ ಕೋನವನ್ನು ಸ್ವಲ್ಪ ಹೆಚ್ಚಿಸುವುದರಿಂದ ಲೇಸರ್, ಕಣಗಳ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಮತ್ತು ತಲಾಧಾರದ ಇಂಟರ್ಫೇಸ್ ನಡುವಿನ ಸಂಪರ್ಕವನ್ನು ಹೆಚ್ಚಿಸಬಹುದು ಎಂದು ಅಧ್ಯಯನಗಳು ತೋರಿಸಿವೆ.ಈ ವಿಧಾನವು ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಗೆ ಮಿತಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಆಂದೋಲಕ ಪರಿಣಾಮವನ್ನು ಹೆಚ್ಚು ಉಚ್ಚರಿಸುತ್ತದೆ ಮತ್ತು ಶುಚಿಗೊಳಿಸುವ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.ಆದಾಗ್ಯೂ, ಘಟನೆಯ ಕೋನವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿರಬಾರದು, ಏಕೆಂದರೆ ಹೆಚ್ಚಿನ ಕೋನವು ವಸ್ತುವಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಶಕ್ತಿಯ ಸಾಂದ್ರತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಲೇಸರ್ನ ಶುಚಿಗೊಳಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ದುರ್ಬಲಗೊಳಿಸುತ್ತದೆ.
ಲೇಸರ್ ಕ್ಲೀನಿಂಗ್ನ ಕೈಗಾರಿಕಾ ಅಪ್ಲಿಕೇಶನ್ಗಳು:
1: ಮೋಲ್ಡ್ ಇಂಡಸ್ಟ್ರಿ
ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಅಚ್ಚುಗಳಿಗೆ ಸಂಪರ್ಕವಿಲ್ಲದ ಶುಚಿಗೊಳಿಸುವಿಕೆಯನ್ನು ಸಕ್ರಿಯಗೊಳಿಸುತ್ತದೆ, ಅಚ್ಚು ಮೇಲ್ಮೈಗಳ ಸುರಕ್ಷತೆಯನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ.ಇದು ನಿಖರತೆಯನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ ಮತ್ತು ಸಾಂಪ್ರದಾಯಿಕ ಶುಚಿಗೊಳಿಸುವ ವಿಧಾನಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಹೆಣಗಾಡಬಹುದಾದ ಉಪ-ಮೈಕ್ರಾನ್-ಮಟ್ಟದ ಕೊಳಕು ಕಣಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬಹುದು.ಇದು ನಿಜವಾದ ಮಾಲಿನ್ಯ-ಮುಕ್ತ, ಪರಿಣಾಮಕಾರಿ ಮತ್ತು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಶುಚಿಗೊಳಿಸುವಿಕೆಯನ್ನು ಸಾಧಿಸುತ್ತದೆ.

2: ನಿಖರವಾದ ಉಪಕರಣ ಉದ್ಯಮ
ನಿಖರವಾದ ಯಾಂತ್ರಿಕ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ, ಘಟಕಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಎಸ್ಟರ್ಗಳು ಮತ್ತು ಖನಿಜ ತೈಲಗಳನ್ನು ನಯಗೊಳಿಸುವಿಕೆ ಮತ್ತು ತುಕ್ಕು ನಿರೋಧಕತೆಗಾಗಿ ಬಳಸಬೇಕಾಗುತ್ತದೆ.ರಾಸಾಯನಿಕ ವಿಧಾನಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಆದರೆ ಅವುಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಅವಶೇಷಗಳನ್ನು ಬಿಡುತ್ತವೆ.ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಘಟಕಗಳ ಮೇಲ್ಮೈಗೆ ಹಾನಿಯಾಗದಂತೆ ಎಸ್ಟರ್ ಮತ್ತು ಖನಿಜ ತೈಲಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಬಹುದು.ಘಟಕ ಮೇಲ್ಮೈಗಳ ಮೇಲೆ ಆಕ್ಸೈಡ್ ಪದರಗಳ ಲೇಸರ್-ಪ್ರೇರಿತ ಸ್ಫೋಟಗಳು ಆಘಾತ ತರಂಗಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತವೆ, ಇದು ಯಾಂತ್ರಿಕ ಪರಸ್ಪರ ಕ್ರಿಯೆಯಿಲ್ಲದೆ ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಕಾರಣವಾಗುತ್ತದೆ.

3: ರೈಲು ಉದ್ಯಮ
ಪ್ರಸ್ತುತ, ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು ರೈಲು ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಪ್ರಧಾನವಾಗಿ ಚಕ್ರ ಗ್ರೈಂಡಿಂಗ್ ಮತ್ತು ಸ್ಯಾಂಡಿಂಗ್ ಅನ್ನು ಬಳಸುತ್ತದೆ, ಇದು ತೀವ್ರ ತಲಾಧಾರದ ಹಾನಿ ಮತ್ತು ಉಳಿದ ಒತ್ತಡಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ.ಇದಲ್ಲದೆ, ಇದು ಗಮನಾರ್ಹ ಪ್ರಮಾಣದ ಅಪಘರ್ಷಕ ಉಪಭೋಗ್ಯವನ್ನು ಬಳಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಹೆಚ್ಚಿನ ವೆಚ್ಚಗಳು ಮತ್ತು ಗಂಭೀರ ಧೂಳಿನ ಮಾಲಿನ್ಯ ಉಂಟಾಗುತ್ತದೆ.ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಚೀನಾದಲ್ಲಿ ಹೆಚ್ಚಿನ ವೇಗದ ರೈಲು ಹಳಿಗಳ ಉತ್ಪಾದನೆಗೆ ಉತ್ತಮ ಗುಣಮಟ್ಟದ, ಪರಿಣಾಮಕಾರಿ ಮತ್ತು ಪರಿಸರ ಸ್ನೇಹಿ ಶುಚಿಗೊಳಿಸುವ ತಂತ್ರವನ್ನು ಒದಗಿಸುತ್ತದೆ.ಇದು ತಡೆರಹಿತ ರೈಲು ರಂಧ್ರಗಳು, ಬೂದು ಕಲೆಗಳು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ದೋಷಗಳಂತಹ ಸಮಸ್ಯೆಗಳನ್ನು ಪರಿಹರಿಸುತ್ತದೆ, ಹೆಚ್ಚಿನ ವೇಗದ ರೈಲ್ವೆ ಕಾರ್ಯಾಚರಣೆಗಳ ಸ್ಥಿರತೆ ಮತ್ತು ಸುರಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
4: ವಾಯುಯಾನ ಉದ್ಯಮ
ನಿರ್ದಿಷ್ಟ ಅವಧಿಯ ನಂತರ ವಿಮಾನದ ಮೇಲ್ಮೈಗಳನ್ನು ಪುನಃ ಬಣ್ಣ ಬಳಿಯಬೇಕು, ಆದರೆ ಪೇಂಟಿಂಗ್ ಮಾಡುವ ಮೊದಲು, ಹಳೆಯ ಬಣ್ಣವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಬೇಕು.ರಾಸಾಯನಿಕ ಇಮ್ಮರ್ಶನ್/ಒರೆಸುವಿಕೆಯು ವಾಯುಯಾನ ವಲಯದಲ್ಲಿ ಪ್ರಮುಖ ಬಣ್ಣ ತೆಗೆಯುವ ವಿಧಾನವಾಗಿದೆ, ಇದು ಗಣನೀಯ ರಾಸಾಯನಿಕ ತ್ಯಾಜ್ಯವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ ಮತ್ತು ನಿರ್ವಹಣೆಗಾಗಿ ಸ್ಥಳೀಯ ಬಣ್ಣ ತೆಗೆಯುವಿಕೆಯನ್ನು ಸಾಧಿಸಲು ಅಸಮರ್ಥತೆಯನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಲೇಸರ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ವಿಮಾನದ ಚರ್ಮದ ಮೇಲ್ಮೈಯಿಂದ ಬಣ್ಣವನ್ನು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ತೆಗೆಯುವಿಕೆಯನ್ನು ಸಾಧಿಸಬಹುದು ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಉತ್ಪಾದನೆಗೆ ಸುಲಭವಾಗಿ ಹೊಂದಿಕೊಳ್ಳುತ್ತದೆ.ಪ್ರಸ್ತುತ, ಈ ತಂತ್ರಜ್ಞಾನವನ್ನು ವಿದೇಶದಲ್ಲಿ ಕೆಲವು ಉನ್ನತ-ಮಟ್ಟದ ವಿಮಾನ ಮಾದರಿಗಳ ನಿರ್ವಹಣೆಯಲ್ಲಿ ಅನ್ವಯಿಸಲು ಪ್ರಾರಂಭಿಸಲಾಗಿದೆ.
5: ಕಡಲ ಉದ್ಯಮ
ಕಡಲ ಉದ್ಯಮದಲ್ಲಿ ಪೂರ್ವ-ಉತ್ಪಾದನೆ ಶುಚಿಗೊಳಿಸುವಿಕೆಯು ಸಾಮಾನ್ಯವಾಗಿ ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ವಿಧಾನಗಳನ್ನು ಬಳಸುತ್ತದೆ, ಇದು ಸುತ್ತಮುತ್ತಲಿನ ಪರಿಸರಕ್ಕೆ ತೀವ್ರವಾದ ಧೂಳಿನ ಮಾಲಿನ್ಯವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ಅನ್ನು ಕ್ರಮೇಣವಾಗಿ ನಿಷೇಧಿಸಲಾಗುತ್ತಿರುವುದರಿಂದ, ಇದು ಉತ್ಪಾದನೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಅಥವಾ ಹಡಗು ನಿರ್ಮಾಣ ಕಂಪನಿಗಳಿಗೆ ಸ್ಥಗಿತಗೊಳಿಸುವಿಕೆಗೆ ಕಾರಣವಾಗಿದೆ.ಲೇಸರ್ ಕ್ಲೀನಿಂಗ್ ತಂತ್ರಜ್ಞಾನವು ಹಡಗಿನ ಮೇಲ್ಮೈಗಳ ವಿರೋಧಿ ತುಕ್ಕು ಲೇಪನಕ್ಕಾಗಿ ಹಸಿರು ಮತ್ತು ಮಾಲಿನ್ಯ-ಮುಕ್ತ ಶುಚಿಗೊಳಿಸುವ ಪರಿಹಾರವನ್ನು ಒದಗಿಸುತ್ತದೆ.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
ಪೋಸ್ಟ್ ಸಮಯ: ಜನವರಿ-16-2024