






Лазердик ширетүүнүн принциптери
Лазердик ширетүүиштөө үчүн лазер нурунун мыкты багыттуу жана жогорку кубаттуулук тыгыздыгын колдонот.Оптикалык система аркылуу лазер нуру өтө кичинекей аймакка багытталган жана өтө кыска мөөнөттө жогорку концентрациялуу жылуулук булагын түзөт.Бул процесс ширетүүчү жерде материалды эритип, катуу ширетүүчү жерди жана тигишти түзөт.
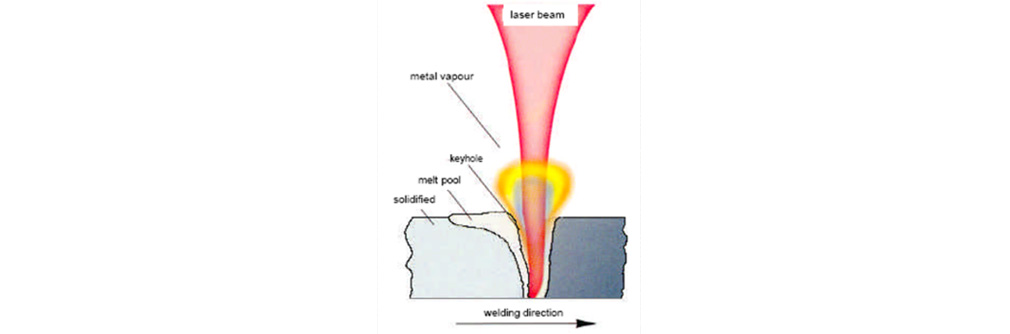
·Лазердик ширетүү жалпысынан өткөрүүчү ширетүү жана терең кирүүчү ширетүү болуп бөлүнөт.
·Лазердик кубаттуулуктун тыгыздыгы 105~106в/см2лазер өткөргүч ширетүүнүн натыйжалары.
·Лазердик кубаттуулуктун тыгыздыгы 105~106в/см2лазердик терең кирүүгө алып келет.
Лазердик ширетүүнүн өзгөчөлүктөрү
Башка ширетүүчү ыкмаларга салыштырмалуу лазердик ширетүү төмөнкү өзгөчөлүктөргө ээ:
·Фокусталган энергия, ширетүүнүн жогорку эффективдүүлүгү, кайра иштетүүнүн жогорку тактыгы жана ширетүүчү тигиштин чоң тереңдик-туура катышы.
·Жылуулуктун аз кириши, кичинекей жылуулук таасир этүүчү аймак, минималдуу калдык стресс жана даярдалган тетиктин аз деформациясы.
·Байланышсыз ширетүү, була-оптикалык өткөрүү, жакшы жеткиликтүүлүк жана автоматташтыруунун жогорку деңгээли.
·Ийкемдүү биргелешкен дизайн, чийки материалдарды үнөмдөө.
·Ширетүүчү энергияны так көзөмөлдөп, ширетүүчүнүн туруктуу натыйжаларын жана жакшы ширетүүчү көрүнүшүн камсыз кылууга болот.
Болотту жана анын эритмелерин ширетуу
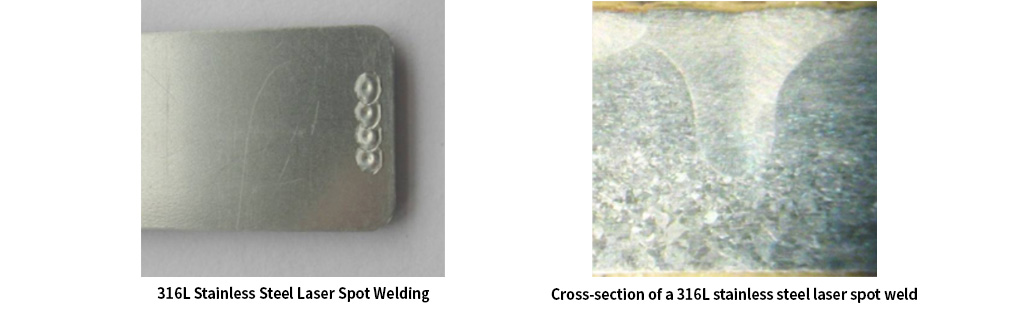
·Дат баспас болоттон жасалган стандарттуу чарчы толкунду колдонуу менен ширетүү жакшы натыйжаларга жетише алат.
·Ширетилген конструкцияларды долбоорлоодо ширетүүчү чекиттерди мүмкүн болушунча металл эмес заттардан алыс кармоого аракет кылыңыз.
·Күчтүүлүк жана сырткы көрүнүш боюнча талаптарды канааттандыруу үчүн, жетиштүү ширетүүчү аянтын жана даярдалган бөлүгүнүн калыңдыгын сактап коюу максатка ылайык.
·ширетүү учурунда, ал даяр бөлүктүн тазалыгын жана айлана-чөйрөнүн кургактыгын камсыз кылуу үчүн абдан маанилүү болуп саналат.
Алюминийди жана анын эритмелерин ширетүү
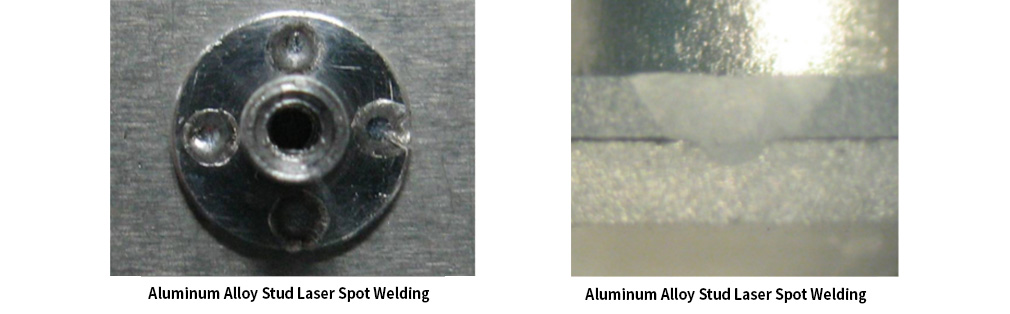
·Алюминий эритмеси материалдар жогорку чагылдыруу бар;ошондуктан, ширетүү учурунда лазердин жогорку күчү талап кылынат.
·Пульстук так ширетүүдө жаракалар пайда болуп, ширетүүчү күчкө таасир этет.
·Материалдык состав чачыратууга алып келип, сегрегацияга жакын.Бул жогорку сапаттагы чийки материалдарды тандоо максатка ылайыктуу болуп саналат.
·Жалпысынан алганда, чоң так өлчөмүн жана узун импульстун туурасын колдонуу менен ширетүүдө жакшы натыйжаларга жетишүүгө болот.
Жезди жана анын эритмелерин ширетуу
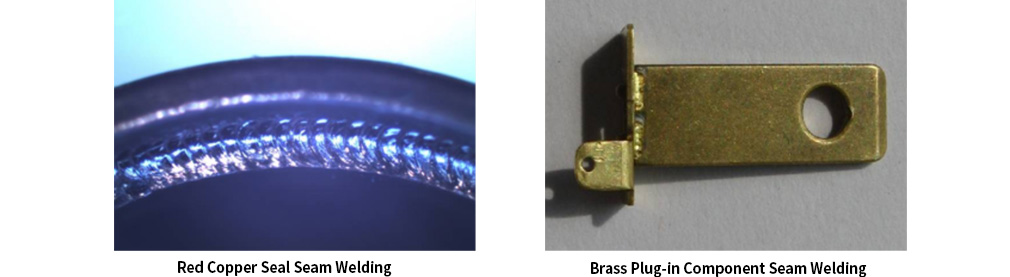
·Жез материалдары алюминий эритмелерине салыштырмалуу жогорку чагылтуучулукка ээ, ширетүү үчүн эң жогорку лазер күчүн талап кылат.Лазердин башын белгилүү бир бурчта кыйшайтуу керек.
·Кээ бир жез эритмелери үчүн, мисалы, жез жана коло, эритме элементтеринин таасиринен ширетүү кыйынчылыгы жогорулайт.Ширетүү процессинин параметрлерин тандоого көңүл буруу керек.
Окшош эмес металл ширетүү

·Катуу чечим пайда болушу мүмкүн.
·Окшош эмес металлдардын ортосунда электр терс таасиринде олуттуу айырма барбы?
·Башка таасир этүүчү факторлор.
Окшош эмес металлдар жогорку сапаттагы ширетүүчү муундарды түзө алабы, негизинен, ширетүүчү металлдардын физикалык касиеттерине, химиялык касиеттерине, химиялык курамына жана процесстик чараларына көз каранды.Бул, адатта, төмөнкү аспектилерден каралат:
·Катуу эритменин пайда болушу окшош эмес металлдар суюк жана катуу абалда өз ара эрип кете алабы же жокпу, көз каранды.Алар бири-бирине чексиз эригенде гана күчтүү жана бекем ширетүүчү кошулма пайда болот.Жалпысынан алганда, олуттуу эригичтиги, ал тургай, чексиз эригичтиги, эки металлдын ортосундагы атомдук радиусу айырмасы болжол менен 14% 15% дан аз болгондо гана жетишүүгө болот.
·Окшош эмес металлдардын ортосунда электр терс таасиринде олуттуу айырма барбы, жокпу, ошондой эле абдан маанилүү.Айырма канчалык чоң болсо, алардын химиялык жакындыгы ошончолук күчтүү болот, бул катуу эритмелерге караганда кошулмалардын пайда болушуна алып келет.Натыйжада пайда болгон катуу эритменин эригичтиги төмөндөп, ширетүүчү кошулмалардын бекемдиги да төмөн.
·Кошумчалай кетсек, окшош эмес металлдарды ширетүүдө эрүү чекиттери, жылуулук кеңейүү коэффициенттери, жылуулук өткөргүчтүктөр, өзгөчө жылуулуктар, кычкылдануу жөндөмдүүлүгү жана тартылган материалдардын чагылуусу сыяктуу касиеттери чоң таасирин тийгизет.Бул физикалык касиеттердин айырмасы канчалык чоң болсо, ширетүү ошончолук кыйынга турат жана пайда болгон ширетүүчү кошулмалардын күчү ошончолук алсыз болот.
·Адатта, жез, алюминий жана никель менен болот, ошондой эле никель менен жез сыяктуу окшош эмес металл материалдарды лазер менен ширетүүдө канааттандырарлык ширетүүчү сапатка алып келүүчү жакшы ширетүүчүлүктү көрсөтөт.
Лазердик ширетүү ар кандай секторлордо кеңири колдонмолорду табат, анын ичинде төмөнкү тармактар менен чектелбестен:
1: Окшош эмес металл ширетүү
Лазердик ширетүү машина куруу, аэрокосмостук, электроника жана машина куруу сыяктуу өндүрүш тармактарында кеңири колдонулат.Ал компоненттерди ширетүүдө жана конструкцияларды монтаждоодо, өндүрүштүн натыйжалуулугун жана продукциянын сапатын жогорулатууда колдонулат.
2: Медициналык аппараттар
Медициналык шаймандарды өндүрүүдө лазердик ширетүү майда, так компоненттерди туташтыруу жана чогултуу үчүн колдонулат, жогорку сапаттагы буюмдарды камсыз кылуу, ал эми материалдарга ашыкча жылуулук таасирин тийгизбейт.
3: Электроника
Өзүнүн жогорку тактыгына жана аз жылуулук киргизүүсүнө байланыштуу лазердик ширетүү электрондук түзүлүштөрдү, анын ичинде схемаларды ширетүүдө жана микроэлектрондук компоненттерди өндүрүүдө кеңири колдонулат.
4: Аэрокосмикалык
Лазердик ширетүү аэрокосмостук сектордо учактарды жана аэрокосмостук компоненттерди өндүрүү үчүн колдонулат, бул жеңил дизайнды жана жогорку бекем байланыштарды камсыз кылат.
5: Энергетика сектору
Энергетика тармагында лазердик ширетүү күн панелдерин, атомдук энергетикалык жабдууларды жана энергия өндүрүүгө байланыштуу башка компоненттерди өндүрүү үчүн колдонулат.
6: Зергерчилик жана саат жасоо
Майда жана татаал конструкцияларга ыңгайлашуусун эске алуу менен, лазердик ширетүү көбүнчө зер буюмдарын жана назик тетиктерди туташтыруу жана оңдоо үчүн сааттарды өндүрүүдө колдонулат.
7: Автоунаа өнөр жайы
Автоунаа өндүрүшүндө лазердик ширетүү автомобиль тетиктерин туташтыруу, ширетүүнүн натыйжалуулугун жогорулатуу жана продукциянын сапатын жогорулатуу үчүн колдонулат.
Жалпысынан алганда, лазердик ширетүүнүн жогорку тактыгы, ылдамдыгы жана ар тараптуулугу аны өндүрүштө жана өндүрүш тармагында кеңири колдонууга мүмкүндүк берет.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Посттун убактысы: 2024-жылдын 17-январына чейин