






Laser Botzen Technologie benotzt schmuel Pulsatiounsperiod Breet, héich Muecht Dicht Laser op der Uewerfläch vum Objet ze botzen.Duerch déi kombinéiert Effekter vu schnelle Schwéngung, Verdampfung, Zersetzung a Plasma Peeling, Verschmotzung, Rostflecken oder Beschichtungen op der Uewerfläch ënnerleien direkt Verdampfung an Ofdreiwung, fir Uewerflächereinigung z'erreechen.
Laser Botzen bitt Virdeeler wéi net-Kontakt, ëmweltfrëndlech, efficace Präzisioun, a kee Schued un de Substrat, mécht et an verschiddenen Szenarie applicabel.
Laser Botzen

Gréng an effizient
D'Pneuenindustrie, d'Neienergieindustrie, an d'Baumaschinenindustrie, ënner anerem, gëlle wäit Laserreinigung.An der Ära vun den "Dual Kuelestoff" Ziler entsteet Laserreinigung als nei Léisung am traditionelle Botzmaart wéinst senger héijer Effizienz, präzis Kontrollbarkeet an ëmweltfrëndlecher Charakteristiken.
Konzept vun Laser Botzen:
Laser Botzen involvéiert Laserstrahlen op d'Materialoberfläch ze fokusséieren fir séier Uewerflächverschmotzungen ze verdampen oder ofzeschielen, d'Materialoberflächereinigung z'erreechen.Am Verglach mat verschiddenen traditionelle kierperlechen oder chemesche Reinigungsmethoden ass d'Laserreinigung charakteriséiert duerch kee Kontakt, kee Verbrauchsmaterial, keng Verschmotzung, héich Präzisioun, a minimal oder kee Schued, sou datt et eng ideal Wiel fir déi nei Generatioun vun industrieller Reinigungstechnologie mécht.
Prinzip vun der Laser Reinigung:
De Prinzip vun der Laserreinigung ass komplex a ka souwuel physesch a chemesch Prozesser involvéieren.A ville Fäll dominéieren physesch Prozesser, begleet vu partielle chemesche Reaktiounen.D'Haaptprozesser kënnen an dräi Aarte kategoriséiert ginn: Verdampfungsprozess, Schockprozess, an Schwéngungsprozess.
Vergasungsprozess:
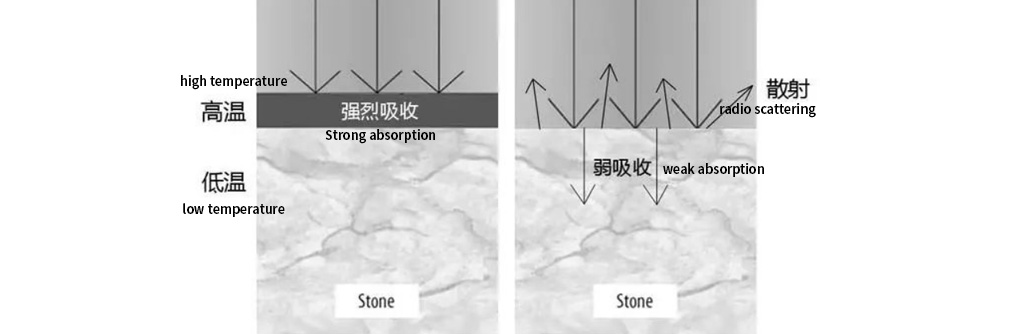
Wann héich-Energie-Laser-Bestrahlung op d'Uewerfläch vun engem Material applizéiert gëtt, absorbéiert d'Uewerfläch d'Laserenergie a konvertéiert se an intern Energie, wouduerch d'Uewerflächentemperatur séier eropgeet.Dës Temperaturerhéijung erreecht oder iwwerschreift d'Verdampungstemperatur vum Material, wat verursaacht datt d'Verschmotzung vun der Materialfläch a Form vu Damp trennen.Selektiv Verdampfung geschitt dacks wann d'Absorptiounsquote vun de Kontaminanten zum Laser wesentlech méi héich ass wéi dee vum Substrat.En typescht Applikatiounsbeispill ass d'Botzung vum Dreck op Steenflächen.Wéi am Diagramm ënnendrënner gewisen, absorbéieren d'Verschmotzungen op der Steenfläch de Laser staark a gi séier verdampft.Wann d'Verschmotzung komplett ofgeschaaft ginn, an de Laser bestraalt d'Steeuewerfläch, ass d'Absorptioun méi schwaach, a méi Laserenergie gëtt duerch d'Steenoberfläche verstreet.Dofir gëtt et minimal Ännerung vun der Temperatur vun der Steenfläch, doduerch datt se vu Schued geschützt gëtt.
En typesche Prozess, deen haaptsächlech chemesch Handlung involvéiert, geschitt beim Botzen vun organesche Verschmotzunge mat ultraviolette Wellelängtelaser, e Prozess bekannt als Laser Ablatioun.Ultraviolet Laser hu méi kuerz Wellelängten a méi héich Photonenenergie.Zum Beispill huet e KrF Excimer Laser mat enger Wellelängt vun 248 nm eng Photonenenergie vu 5 eV, wat 40 Mol méi héich ass wéi déi vun CO2 Laser Photonen (0,12 eV).Esou héich Photonenergie ass genuch fir d'molekulare Bindungen an organeschen Materialien ze briechen, wat verursaacht datt d'CC, CH, CO, asw. Uewerfläch.
Schockprozess bei der Laserreinigung:
De Schockprozess bei der Laserreinigung beinhalt eng Serie vu Reaktiounen, déi während der Interaktioun tëscht dem Laser an dem Material optrieden, wat zu Schockwellen resultéiert, déi d'Uewerfläch vum Material beaflossen.Ënnert dem Afloss vun dëse Schockwellen zerbriechen Uewerflächekontaminanten a Stëbs oder Fragmenter, schielen vun der Uewerfläch.D'Mechanismen, déi dës Schockwellen verursaachen, si variéiert, dorënner Plasma, Damp, a séier thermesch Expansioun a Kontraktiounsphenomener.
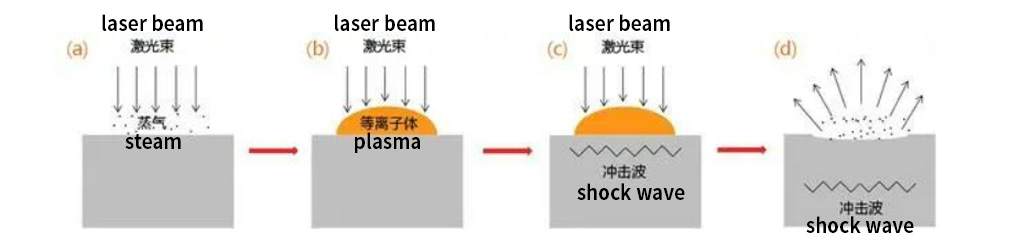
Plasma Schockwellen als Beispill huelen, kënne mir kuerz verstoen wéi de Schockprozess bei der Laserreinigung Uewerflächekontaminanten läscht.Mat der Applikatioun vun ultra-kuerz Puls Breet (ns) an ultra-héich Peak Muecht (107-1010 W / cm2) Laser, kann d'Uewerfläch Temperatur schaarf op Verdampfung Temperaturen eropgoen och wann d'Uewerfläch Absorptioun vun der Laser schwaach ass.Dës séier Temperaturerhéijung formt Damp iwwer der Uewerfläch vum Material, wéi an der Illustratioun (a) gewisen.D'Damptemperatur kann 104 - 105 K erreechen, genuch fir den Damp selwer oder d'Loft ronderëm ze ioniséieren an e Plasma ze bilden.De Plasma blockéiert de Laser fir d'Materialfläch z'erreechen, méiglecherweis d'Uewerflächverdampfung ze stoppen.Wéi och ëmmer, de Plasma absorbéiert weider Laserenergie, erhéicht seng Temperatur weider a schaaft e lokaliséierten Zoustand vun extrem héijen Temperaturen an Drock.Dëst generéiert e momentanen Impakt vun 1-100 kbar op der materieller Uewerfläch a gëtt progressiv no bannen iwwerdroen, wéi an Illustratiounen (b) an (c) gewisen.Ënnert dem Impakt vun der Schockwelle briechen Uewerflächekontaminanten a klenge Stëbs, Partikelen oder Fragmenter.Wann de Laser sech vun der bestrahler Plaz ewech beweegt, verschwënnt de Plasma prompt, entsteet e lokalen negativen Drock, an d'Partikelen oder Fragmenter vun de Verschmotzunge ginn aus der Uewerfläch geläscht, wéi an der Illustratioun (d).
Oszillatiounsprozess bei der Laserreinigung:
Am Schwéngungsprozess vun der Laserreinigung geschitt souwuel d'Heizung an d'Ofkillung vum Material extrem séier ënner dem Afloss vu Kuerzpulslaser.Wéinst de verschiddenen thermesche Expansiounskoeffizienten vu verschiddene Materialien ënnerleien d'Uewerflächenverschmotzungen an de Substrat eng héichfrequenz thermesch Expansioun a Kontraktioun vu verschiddene Grad, wann se op kuerz-Puls-Laser-Bestralung ausgesat sinn.Dëst féiert zu engem oszillatoreschen Effekt, deen d'Verschmotzung vun der Materialfläch ofschielen.
Wärend dësem Peelprozess kann d'Materialverdampfung net optrieden, an och net onbedéngt Plasma geformt.Amplaz hänkt de Prozess op d'Schéierkraaft entsteet op der Interface tëscht dem Verschmotzung an dem Substrat ënner der oszilléierender Handlung, déi d'Bindung tëscht hinnen briechen.Studien hu gewisen datt e bësse méi de Wénkel vun der Laser-Inzidenz de Kontakt tëscht dem Laser, de Partikelverschmotzungen an der Interface vum Substrat verbesseren kann.Dës Approche senkt d'Schwell fir d'Laserreinigung, sou datt den oszillatoreschen Effekt méi ausgeschwat gëtt an d'Botzeffizienz verbessert.Wéi och ëmmer, de Wénkel vun der Inzidenz sollt net ze grouss sinn, well e ganz héije Wénkel d'Energiedicht, déi op der materieller Uewerfläch handelt, reduzéiere kann, an doduerch d'Botzfäegkeet vum Laser schwächen.
Industriell Uwendunge vu Laserreinigung:
1: Schimmel Industrie
Laserreinigung erméiglecht Kontakterreinigung fir Schimmel, garantéiert d'Sécherheet vu Schimmelflächen.Et garantéiert Präzisioun a kann Dreckpartikelen ënner Mikro-Niveau botzen, déi traditionell Reinigungsmethoden kämpfen fir ze läschen.Dëst erreecht richteg Pollutioun-gratis, efficace, an héich-Qualitéit Botzen.

2: Präzisioun Instrument Industrie
An Präzisioun mechanesch Industrien, Komponente mussen dacks Ester a Mineralöle benotzt fir Schmieren a Korrosiounsbeständegkeet ewechzehuelen.Chemesch Methode ginn allgemeng benotzt fir ze botzen, awer si verloossen dacks Reschter.Laser Botzen kann Ester a Mineralöle komplett ewechhuelen ouni d'Uewerfläch vun de Komponenten ze beschiedegen.Laser-induzéiert Explosiounen vun Oxidschichten op de Komponentenflächen resultéieren zu Schockwellen, wat d'Entfernung vu Verschmotzungen ouni mechanesch Interaktioun verursaacht.

3: Eisebunn Industrie
De Moment benotzt d'Schinnereinigung virum Schweißen haaptsächlech Radschleifen a Schleifen, wat zu schwéiere Substratschued a Reschtstress féiert.Ausserdeem verbraucht et eng bedeitend Quantitéit un abrasive Verbrauchsmaterial, wat zu héije Käschte a sérieux Staubverschmotzung resultéiert.Laser Botzen kann eng héich-Qualitéit, efficace, an ëmweltfrëndlech Botzen Technik fir d'Produktioun vun héich-Vitesse Eisebunnslinnen an China bidden.Et adresséiert Themen wéi nahtlos Eisebunnslächer, groe Flecken a Schweißdefekter, verbessert d'Stabilitéit an d'Sécherheet vun den High-Speed-Eisebunnsoperatiounen.
4: Loftfaart Industrie
Fligerflächen mussen no enger gewësser Period nei gemoolt ginn, awer virum Molen muss déi al Faarf komplett ofgeschaaft ginn.Chemesch Tauche / Wëschen ass eng grouss Lackstreifmethod am Loftfaart Secteur, wat e wesentleche chemesche Offall verursaacht an eng Onméiglechkeet fir lokaliséierter Faarfentfernung fir Ënnerhalt z'erreechen.Laser Botzen kann qualitativ héichwäerteg Entfernung vu Lack vun der Fliger Haut Uewerfläch erreechen an ass einfach un automatiséiert Produktioun adaptéieren.Momentan huet dës Technologie ugefaang am Ënnerhalt vun e puer High-End Fligermodeller am Ausland applizéiert ze ginn.
5: Maritime Industrie
Pre-Produktioun Botzen an der maritimes Industrie benotzt allgemeng Sandblasting Methoden, déi schwéier Stëbs Verschmotzung an der Ëmgéigend Ursaach.Wéi d'Sandstralung no an no verbueden ass, huet et zu enger reduzéierter Produktioun oder souguer Stopplunge fir Schëffsbaufirmen gefouert.Laser Botzen Technologie wäert eng gréng a pollution-gratis Reinigungsléisung fir d'Anti-Korrosiounsbeschichtung vu Schëfferflächen ubidden.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Post Zäit: Jan-16-2024