






Lāzera tīrīšanas tehnoloģija izmanto šaura impulsa platuma, liela jaudas blīvuma lāzerus uz tīrāmā objekta virsmas.Ātrās vibrācijas, iztvaikošanas, sadalīšanās un plazmas lobīšanās rezultātā piesārņotāji, rūsas traipi vai pārklājumi uz virsmas nekavējoties iztvaiko un atdalās, panākot virsmas tīrīšanu.
Lāzera tīrīšana piedāvā tādas priekšrocības kā bezkontakta, videi draudzīga, efektīva precizitāte un substrāta nebojāšana, padarot to izmantojamu dažādos scenārijos.
Lāzera tīrīšana

Zaļa un efektīva
Riepu rūpniecība, jaunā enerģētikas nozare un celtniecības tehnikas nozare, cita starpā, plaši izmanto lāzertīrīšanu."Dubulā oglekļa" mērķu laikmetā lāzera tīrīšana parādās kā jauns risinājums tradicionālās tīrīšanas tirgū, pateicoties tās augstajai efektivitātei, precīzajai vadāmībai un videi draudzīgajām īpašībām.
Lāzera tīrīšanas koncepcija:
Lāzera tīrīšana ietver lāzera staru fokusēšanu uz materiāla virsmas, lai ātri iztvaikotu vai noņemtu virsmas piesārņotājus, tādējādi panākot materiāla virsmas tīrīšanu.Salīdzinot ar dažādām tradicionālajām fizikālās vai ķīmiskās tīrīšanas metodēm, lāzertīrīšanu raksturo bezkontakta, palīgmateriālu, piesārņojuma trūkums, augsta precizitāte un minimāls vai bez bojājumiem, padarot to par ideālu izvēli jaunās paaudzes rūpnieciskās tīrīšanas tehnoloģijām.
Lāzera tīrīšanas princips:
Lāzera tīrīšanas princips ir sarežģīts un var ietvert gan fizikālus, gan ķīmiskus procesus.Daudzos gadījumos dominē fizikālie procesi, ko pavada daļējas ķīmiskas reakcijas.Galvenos procesus var iedalīt trīs veidos: iztvaikošanas process, trieciena process un svārstību process.
Gazifikācijas process:
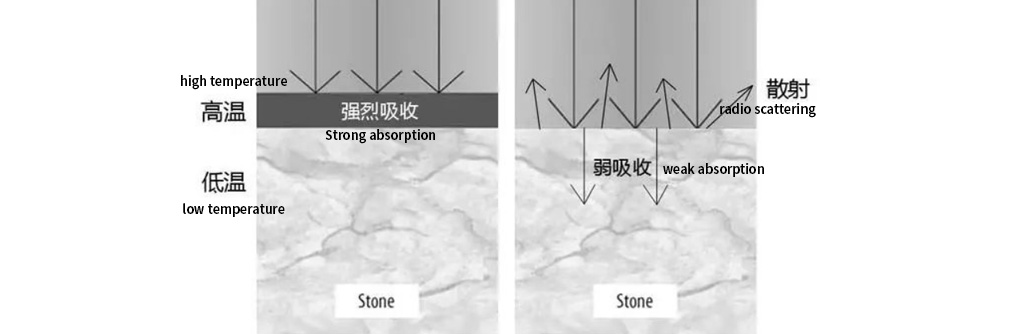
Ja materiāla virsmai tiek pielietota augstas enerģijas lāzera apstarošana, virsma absorbē lāzera enerģiju un pārvērš to iekšējā enerģijā, izraisot virsmas temperatūras strauju paaugstināšanos.Šī temperatūras paaugstināšanās sasniedz vai pārsniedz materiāla iztvaikošanas temperatūru, izraisot piesārņotāju atdalīšanu no materiāla virsmas tvaiku veidā.Selektīva iztvaikošana bieži notiek, ja lāzera piesārņotāju absorbcijas ātrums ir ievērojami augstāks nekā substrāta absorbcijas ātrums.Tipisks pielietojuma piemērs ir netīrumu tīrīšana uz akmens virsmām.Kā parādīts zemāk esošajā diagrammā, piesārņotāji uz akmens virsmas spēcīgi absorbē lāzeru un ātri iztvaiko.Kad piesārņotāji ir pilnībā noņemti un lāzers apstaro akmens virsmu, absorbcija ir vājāka un vairāk lāzera enerģijas tiek izkliedēts pa akmens virsmu.Līdz ar to ir minimālas akmens virsmas temperatūras izmaiņas, tādējādi pasargājot to no bojājumiem.
Tipisks process, kas galvenokārt ietver ķīmisku iedarbību, notiek, attīrot organiskos piesārņotājus ar ultravioletā viļņa garuma lāzeriem, kas pazīstams kā lāzera ablācija.Ultravioletajiem lāzeriem ir īsāki viļņu garumi un lielāka fotonu enerģija.Piemēram, KrF eksimēra lāzera ar viļņa garumu 248 nm fotonu enerģija ir 5 eV, kas ir 40 reizes lielāka nekā CO2 lāzera fotoniem (0,12 eV).Šāda augsta fotonu enerģija ir pietiekama, lai sarautu molekulārās saites organiskajos materiālos, izraisot organisko piesārņotāju CC, CH, CO utt. saišu lūzumu, absorbējot lāzera fotonu enerģiju, izraisot pirolītisku gazifikācijas procesu un izvadīšanu no virsmas.
Šoka process lāzertīrīšanā:
Šoka process lāzera tīrīšanā ietver virkni reakciju, kas notiek mijiedarbības laikā starp lāzeru un materiālu, kā rezultātā triecienviļņi ietekmē materiāla virsmu.Šo triecienviļņu ietekmē virsmas piesārņotāji saplīst putekļos vai lauskas, noloboties no virsmas.Mehānismi, kas izraisa šos triecienviļņus, ir dažādi, tostarp plazma, tvaiki un ātras termiskās izplešanās un kontrakcijas parādības.
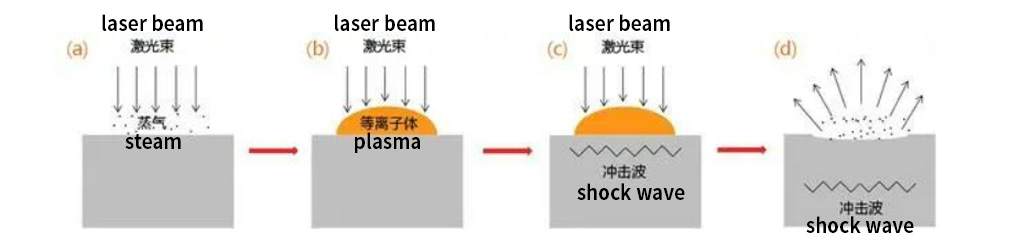
Ņemot par piemēru plazmas triecienviļņus, mēs varam īsumā saprast, kā trieciena process lāzertīrīšanā noņem virsmas piesārņotājus.Izmantojot īpaši īsu impulsa platuma (ns) un īpaši augstas maksimālās jaudas (107–1010 W/cm2) lāzerus, virsmas temperatūra var strauji paaugstināties līdz iztvaikošanas temperatūrai, pat ja lāzera virsmas absorbcija ir vāja.Šis straujais temperatūras pieaugums virs materiāla virsmas veido tvaikus, kā parādīts attēlā (a).Tvaika temperatūra var sasniegt 104 – 105 K, kas ir pietiekami, lai jonizētu pašu tvaiku vai apkārtējo gaisu, veidojot plazmu.Plazma neļauj lāzeram sasniegt materiāla virsmu, iespējams, aptur virsmas iztvaikošanu.Tomēr plazma turpina absorbēt lāzera enerģiju, vēl vairāk paaugstinot tās temperatūru un radot lokalizētu ārkārtīgi augstas temperatūras un spiediena stāvokli.Tas rada īslaicīgu 1–100 kbar lielu triecienu uz materiāla virsmu un pakāpeniski pārraida uz iekšu, kā parādīts (b) un (c) attēlā.Trieciena viļņa ietekmē virsmas piesārņotāji saplīst sīkos putekļos, daļiņās vai fragmentos.Kad lāzers attālinās no apstarotās vietas, plazma nekavējoties pazūd, radot lokālu negatīvu spiedienu, un piesārņotāju daļiņas vai fragmenti tiek noņemti no virsmas, kā parādīts attēlā (d).
Svārstību process lāzertīrīšanā:
Lāzera tīrīšanas svārstību procesā īsu impulsu lāzeru ietekmē materiāla uzkarsēšana un dzesēšana notiek ārkārtīgi strauji.Dažādu materiālu atšķirīgo termiskās izplešanās koeficientu dēļ virsmas piesārņotāji un substrāts tiek pakļauti dažādas pakāpes augstfrekvences termiskai izplešanās un kontrakcijai, pakļaujot to īsa impulsa lāzera starojumam.Tas izraisa svārstību efektu, kas izraisa piesārņotāju nolobīšanos no materiāla virsmas.
Šī pīlinga procesa laikā var nenotikt materiāla iztvaikošana, kā arī obligāti neveidojas plazma.Tā vietā process balstās uz bīdes spēkiem, kas rodas saskarnē starp piesārņotāju un substrātu svārstību ietekmē, kas pārtrauc saikni starp tiem.Pētījumi liecina, ka, nedaudz palielinot lāzera krišanas leņķi, var uzlabot kontaktu starp lāzeru, daļiņu piesārņotājiem un substrāta saskarni.Šī pieeja pazemina lāzera tīrīšanas slieksni, padarot oscilācijas efektu izteiktāku un uzlabojot tīrīšanas efektivitāti.Tomēr krišanas leņķim nevajadzētu būt pārāk lielam, jo ļoti augsts leņķis var samazināt enerģijas blīvumu, kas iedarbojas uz materiāla virsmu, tādējādi vājinot lāzera tīrīšanas spēju.
Lāzera tīrīšanas rūpnieciskie pielietojumi:
1: pelējuma rūpniecība
Lāzera tīrīšana nodrošina veidņu bezkontakta tīrīšanu, nodrošinot veidņu virsmu drošību.Tas garantē precizitāti un var notīrīt netīrumu daļiņas, kas ir zemākas par mikronu līmeni, kuras tradicionālajām tīrīšanas metodēm var būt grūti noņemt.Tādējādi tiek nodrošināta patiesi bezpiesārņojuma, efektīva un augstas kvalitātes tīrīšana.

2: Precīzijas instrumentu rūpniecība
Precīzās mehāniskās rūpniecībā komponentiem bieži ir jānoņem esteri un minerāleļļas, ko izmanto eļļošanai un izturībai pret koroziju.Tīrīšanai parasti izmanto ķīmiskās metodes, taču tās bieži atstāj atlikumus.Lāzera tīrīšana var pilnībā noņemt esterus un minerāleļļas, nesabojājot komponentu virsmu.Lāzera izraisīti oksīdu slāņu sprādzieni uz komponentu virsmām izraisa triecienviļņus, izraisot piesārņotāju noņemšanu bez mehāniskas mijiedarbības.

3: Dzelzceļa nozare
Pašlaik sliežu tīrīšanai pirms metināšanas pārsvarā tiek izmantota riteņu slīpēšana un slīpēšana, kas izraisa nopietnus pamatnes bojājumus un atlikušo spriegumu.Turklāt tas patērē ievērojamu daudzumu abrazīvu palīgmateriālu, kā rezultātā rodas augstas izmaksas un nopietns putekļu piesārņojums.Lāzera tīrīšana var nodrošināt kvalitatīvu, efektīvu un videi draudzīgu tīrīšanas paņēmienu ātrgaitas dzelzceļa sliežu ražošanai Ķīnā.Tas risina tādas problēmas kā bezšuvju sliežu caurumi, pelēki plankumi un metināšanas defekti, uzlabojot ātrgaitas dzelzceļa darbību stabilitāti un drošību.
4: Aviācijas nozare
Lidmašīnu virsmas ir jāpārkrāso pēc noteikta laika, bet pirms krāsošanas pilnībā jānoņem vecā krāsa.Ķīmiskā iegremdēšana/slaucīšana ir galvenā krāsas noņemšanas metode aviācijas nozarē, kas rada ievērojamus ķīmiskos atkritumus un nespēj nodrošināt lokālu krāsas noņemšanu apkopes vajadzībām.Tīrīšana ar lāzeru var nodrošināt augstas kvalitātes krāsas noņemšanu no lidmašīnas ādas virsmas un ir viegli pielāgojama automatizētai ražošanai.Šobrīd šī tehnoloģija ir sākta izmantot dažu augstākās klases lidmašīnu modeļu apkopē ārzemēs.
5: Jūrniecības nozare
Pirmsražošanas tīrīšana jūrniecības nozarē parasti izmanto smilšu strūklas metodes, radot nopietnu putekļu piesārņojumu apkārtējai videi.Tā kā smilšu strūklu apstrādi pakāpeniski aizliedz, tas ir samazinājis ražošanu vai pat pārtraucis kuģu būves uzņēmumu darbību.Lāzera tīrīšanas tehnoloģija nodrošinās zaļu un bez piesārņojuma tīrīšanas risinājumu kuģu virsmu pretkorozijas pārklājumam.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Izlikšanas laiks: 16. janvāris 2024. gada laikā