






Технологијата за ласерско чистење користи ласери со тесна ширина на пулсот, со висока густина на моќност на површината на предметот што треба да се чисти.Преку комбинираните ефекти на брзи вибрации, испарување, распаѓање и лупење на плазмата, загадувачите, дамките од 'рѓа или облогите на површината се подложени на моментално испарување и одвојување, постигнувајќи чистење на површината.
Ласерското чистење нуди предности како што се бесконтактно, еколошки, ефикасна прецизност и без оштетување на подлогата, што го прави применлив во различни сценарија.
Ласерско чистење

Зелена и ефикасна
Индустријата за гуми, индустријата за нова енергија и индустријата за градежни машини, меѓу другите, широко применуваат ласерско чистење.Во ерата на целите на „двојниот јаглерод“, ласерското чистење се појавува како ново решение на традиционалниот пазар за чистење поради неговата висока ефикасност, прецизна контролираност и еколошки карактеристики.
Концепт за ласерско чистење:
Ласерското чистење вклучува фокусирање на ласерските зраци на површината на материјалот за брзо испарување или отстранување на загадувачите на површината, со што се постигнува чистење на површината на материјалот.Во споредба со различни традиционални методи на физичко или хемиски чистење, ласерското чистење се карактеризира со никаков контакт, без потрошен материјал, без загадување, висока прецизност и минимално или без оштетување, што го прави идеален избор за новата генерација на технологија за индустриско чистење.
Принцип на ласерско чистење:
Принципот на ласерско чистење е сложен и може да вклучува и физички и хемиски процеси.Во многу случаи, физичките процеси доминираат, придружени со делумни хемиски реакции.Главните процеси може да се категоризираат во три вида: процес на испарување, процес на удар и процес на осцилација.
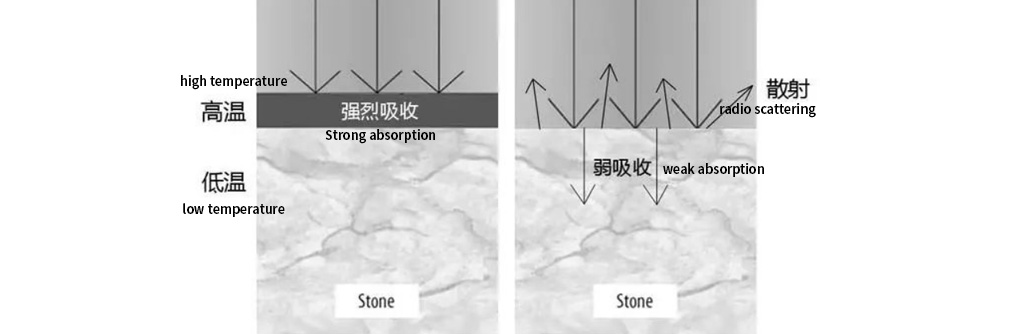
Процес на гасификација:
Кога високо-енергетското ласерско зрачење се нанесува на површината на материјалот, површината ја апсорбира ласерската енергија и ја претвора во внатрешна енергија, предизвикувајќи ја температурата на површината брзо да се зголемува.Овој пораст на температурата ја достигнува или надминува температурата на испарување на материјалот, предизвикувајќи загадувачите да се одвојат од површината на материјалот во форма на пареа.Селективно испарување често се случува кога стапката на апсорпција на загадувачите на ласерот е значително повисока од онаа на подлогата.Типичен пример за примена е чистење на нечистотија на камени површини.Како што е прикажано на дијаграмот подолу, загадувачите на површината на каменот силно го апсорбираат ласерот и брзо се испаруваат.Штом загадувачите се целосно отстранети, а ласерот ја зрачи површината на каменот, апсорпцијата е послаба, а повеќе ласерска енергија се расфрла по површината на каменот.Следствено, има минимална промена во температурата на површината на каменот, со што се заштитува од оштетување.
Типичен процес кој првенствено вклучува хемиско дејство се случува при чистење на органски загадувачи со ласери со ултравиолетови бранови должини, процес познат како ласерска аблација.Ултравиолетовите ласери имаат пократки бранови должини и поголема фотонска енергија.На пример, ексцимерен ласер KrF со бранова должина од 248 nm има фотонска енергија од 5 eV, што е 40 пати повисока од онаа на CO2 ласерските фотони (0,12 eV).Таквата висока фотонска енергија е доволна за раскинување на молекуларните врски во органските материјали, предизвикувајќи CC, CH, CO, итн., врските во органските загадувачи да се скршат при апсорпција на фотонската енергија на ласерот, што доведува до пиролитичка гасификација и отстранување од површина.
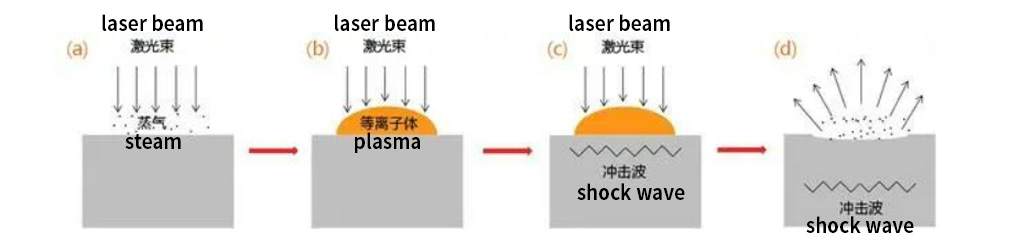
Процес на шок при ласерско чистење:
Процесот на удар при ласерско чистење вклучува низа реакции кои се случуваат за време на интеракцијата помеѓу ласерот и материјалот, што резултира со ударни бранови кои влијаат на површината на материјалот.Под влијание на овие ударни бранови, површинските загадувачи се распарчуваат во прав или фрагменти, лупејќи се од површината.Механизмите што ги предизвикуваат овие ударни бранови се различни, вклучувајќи плазма, пареа и феномени на брза термичка експанзија и контракција.
Земајќи ги како пример плазма ударните бранови, можеме накратко да разбереме како процесот на удар при ласерско чистење ги отстранува површинските загадувачи.Со примена на ласери со ултракратка ширина на импулсот (ns) и ултра висока максимална моќност (107–1010 W/cm2), температурата на површината може нагло да се зголеми до температурите на испарување дури и ако површинската апсорпција на ласерот е слаба.Ова брзо зголемување на температурата формира пареа над површината на материјалот, како што е прикажано на илустрацијата (а).Температурата на пареата може да достигне 104 – 105 К, доволно за да се јонизира самата пареа или околниот воздух, формирајќи плазма.Плазмата го блокира ласерот да стигне до површината на материјалот, што веројатно го запира испарувањето на површината.Сепак, плазмата продолжува да ја апсорбира ласерската енергија, дополнително зголемувајќи ја нејзината температура и создавајќи локализирана состојба на екстремно висока температура и притисок.Ова генерира моментален удар од 1-100 kbar на површината на материјалот и постепено се пренесува навнатре, како што е прикажано на илустрациите (б) и (в).Под влијание на ударниот бран, површинските загадувачи се скршуваат во ситна прашина, честички или фрагменти.Кога ласерот се оддалечува од озрачената локација, плазмата веднаш исчезнува, создавајќи локален негативен притисок, а честичките или фрагментите од загадувачите се отстрануваат од површината, како што е прикажано на илустрацијата (г).
Процес на осцилација при ласерско чистење:
Во процесот на осцилација на ласерско чистење, и загревањето и ладењето на материјалот се случуваат исклучително брзо под влијание на ласерите со краток импулс.Поради различните коефициенти на термичка експанзија на различни материјали, загадувачите на површината и подлогата се подложени на високофреквентна термичка експанзија и контракција во различни степени кога се изложени на ласерско зрачење со краток импулс.Ова доведува до осцилаторен ефект што предизвикува загадувачите да се олупат од површината на материјалот.
За време на овој процес на лупење, може да не дојде до испарување на материјалот, ниту пак мора да се формира плазма.Наместо тоа, процесот се потпира на силите на смолкнување генерирани на интерфејсот помеѓу загадувачот и подлогата под осцилаторното дејство, кои ја прекинуваат врската меѓу нив.Истражувањата покажаа дека малку зголемување на аголот на ласерска инциденца може да го подобри контактот помеѓу ласерот, честичките загадувачи и интерфејсот на подлогата.Овој пристап го намалува прагот за ласерско чистење, што го прави осцилаторниот ефект поизразен и ја подобрува ефикасноста на чистењето.Сепак, аголот на инциденца не треба да биде преголем, бидејќи многу висок агол може да ја намали густината на енергијата што делува на површината на материјалот, а со тоа да ја ослабне способноста за чистење на ласерот.
Индустриски апликации на ласерско чистење:
1: индустрија за мувла
Ласерското чистење овозможува бесконтактно чистење на калапи, обезбедувајќи ја безбедноста на површините на мувлата.Гарантира прецизност и може да ги исчисти честичките од нечистотија на подмикронско ниво, кои традиционалните методи на чистење може да се борат да ги отстранат.Со ова се постигнува вистинско чистење без загадување, ефикасно и висококвалитетно чистење.

2: Индустрија за прецизни инструменти
Во прецизните механички индустрии, компонентите често треба да имаат естри и минерални масла што се користат за подмачкување и отпорност на корозија.Хемиските методи најчесто се користат за чистење, но тие често оставаат остатоци.Ласерското чистење може целосно да ги отстрани естерите и минералните масла без да ја оштети површината на компонентите.Ласерски индуцирани експлозии на оксидни слоеви на површините на компонентите резултираат со ударни бранови, предизвикувајќи отстранување на загадувачите без механичка интеракција.

3: Железничка индустрија
Во моментов, чистењето на шините пред заварување претежно користи брусење и брусење на тркалата, што доведува до сериозно оштетување на подлогата и преостанат стрес.Покрај тоа, троши значителна количина на абразивни потрошни материјали, што резултира со високи трошоци и сериозно загадување со прашина.Ласерското чистење може да обезбеди висококвалитетна, ефикасна и еколошка техника за чистење за производство на железнички пруги со голема брзина во Кина.Тој се занимава со прашања како што се непречени дупки на шините, сиви дамки и дефекти на заварување, подобрувајќи ја стабилноста и безбедноста на операциите на брзите железници.
4: Воздухопловна индустрија
Површините на авионите треба да се пребојат по одреден период, но пред бојадисувањето, старата боја мора целосно да се отстрани.Хемиското потопување/бришење е главен метод за бришење боја во воздухопловниот сектор, што предизвикува значителен хемиски отпад и неможност да се постигне локализирано отстранување на бојата за одржување.Ласерското чистење може да постигне висококвалитетно отстранување на бојата од површината на кожата на авионот и лесно се прилагодува на автоматското производство.Во моментов, оваа технологија почна да се применува при одржување на некои модели на авиони од високата класа во странство.
5: Поморска индустрија
Чистењето пред производството во поморската индустрија најчесто користи методи на пескарење, предизвикувајќи сериозно загадување од прашина на околината.Бидејќи пескарењето постепено се забранува, тоа доведе до намалено производство или дури и затворање на бродоградежните компании.Технологијата за ласерско чистење ќе обезбеди зелено и без загадување решение за чистење за антикорозивен слој на површините на бродот.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Време на објавување: 16 јануари 2024 година