






Принципи на ласерско заварување
Ласерско заварувањеги користи одличните карактеристики на насоката и високата густина на моќноста на ласерскиот зрак за работа.Преку оптички систем, ласерскиот зрак е фокусиран на многу мала област, создавајќи високо концентриран извор на топлина за многу краток период.Овој процес го топи материјалот на местото на заварување, формирајќи зацврстено место за заварување и спој.
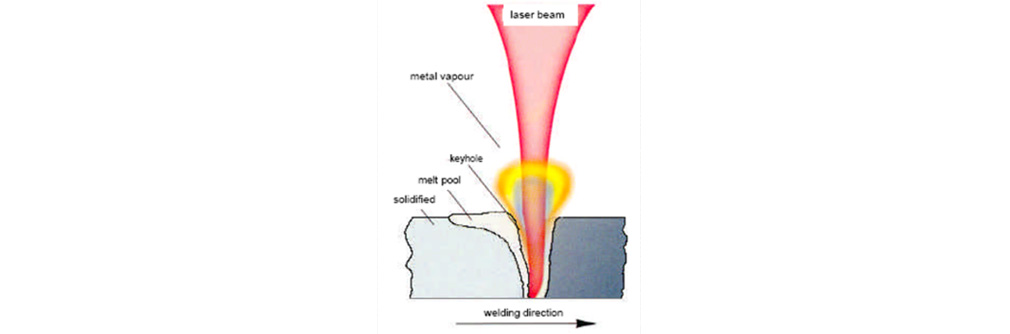
·Ласерското заварување генерално се дели на спроводно заварување и заварување со длабока пенетрација.
·Густина на ласерска моќност од 105~ 106w/cm2резултира со ласерско спроводливо заварување.
·Густина на ласерска моќност од 105~ 106w/cm2резултира со ласерско заварување со длабока пенетрација.
Карактеристиките на ласерското заварување
Во споредба со другите методи на заварување, ласерското заварување ги поседува следниве карактеристики:
·Фокусирана енергија, висока ефикасност на заварување, висока прецизност на обработка и голем сооднос длабочина-ширина на спојот на заварувањето.
·Низок влез на топлина, мала зона погодена од топлина, минимален резидуален стрес и мала деформација на работното парче.
·Заварување без контакт, пренос со оптички влакна, добра пристапност и високо ниво на автоматизација.
·Флексибилен дизајн на зглобовите, заштеда на суровини.
·Енергијата на заварувањето може прецизно да се контролира, обезбедувајќи стабилни резултати од заварувањето и добар изглед на заварувањето.
Заварување на челик и неговите легури
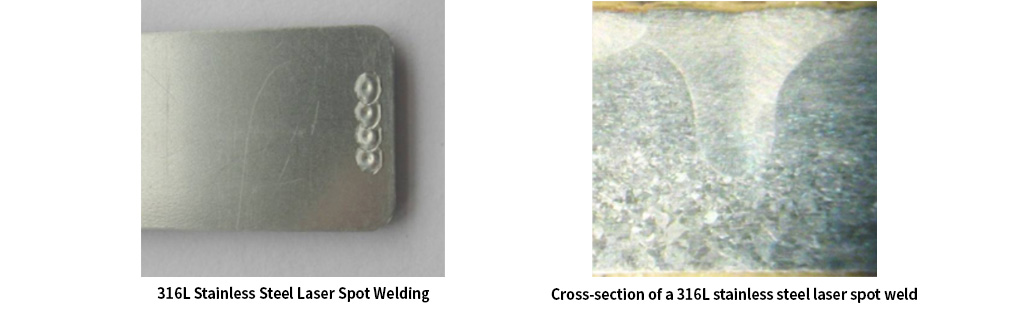
·Не'рѓосувачкиот челик може да постигне добри резултати на заварување користејќи стандарден квадратен бран.
·Кога дизајнирате заварени конструкции, обидете се да ги држите точките на заварување подалеку од неметални материи што е можно повеќе.
·За да се исполнат барањата за јачина и изглед, препорачливо е да се резервира доволно површина за заварување и дебелина на работното парче.
·За време на заварувањето, неопходно е да се обезбеди чистота на работното парче и сувост на околината.
Заварување на алуминиум и негови легури
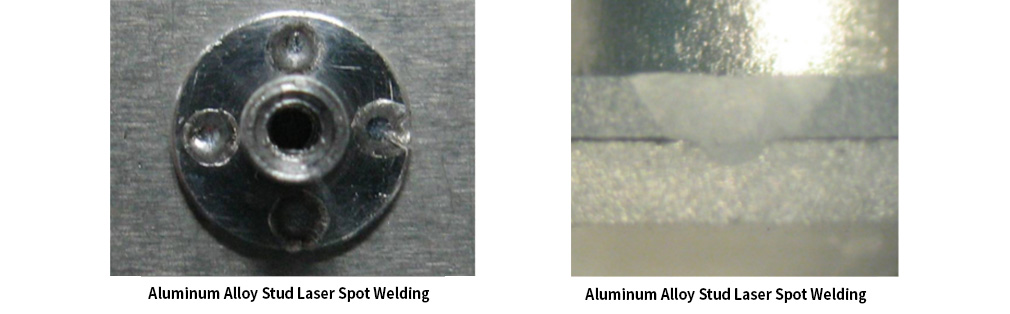
·Материјалите од легура на алуминиум имаат висока рефлексивност;затоа, потребна е висока ласерска врвна моќност за време на заварувањето.
·Пукнатини се склони да се појават за време на пулсното заварување, што влијае на јачината на заварувањето.
·Составот на материјалот е склон кон сегрегација, што доведува до прскање.Препорачливо е да се изберат висококвалитетни суровини.
·Општо земено, со користење на голема големина на место и долга ширина на пулсот може да се постигнат подобри резултати на заварување.
Заварување на бакар и неговите легури
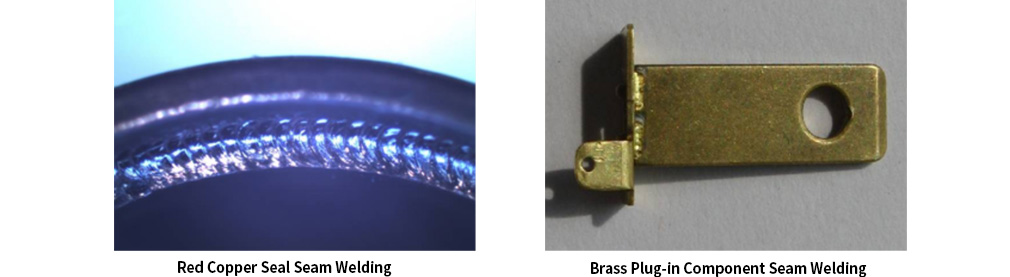
·Бакарните материјали имаат поголема рефлексивност во споредба со легурите на алуминиум, што бара поголема врвна ласерска моќност за заварување.Ласерската глава треба да се навалува под одреден агол.
·За одредени легури на бакар, како што се месинг и бронза, тешкотијата на заварување е зголемена поради влијанието на елементите од легура.Треба да се обрне внимание на изборот на параметрите на процесот на заварување.
Различно заварување на метали

·Дали може да се формира цврст раствор.
·Дали има значајна разлика во електронегативноста помеѓу различни метали.
·Други фактори кои влијаат.
Дали различните метали можат да формираат висококвалитетни споеви за заварување главно зависи од физичките својства, хемиските својства, хемискиот состав и процесните мерки на металите што треба да се заварат.Ова обично се разгледува од следниве аспекти:
·Дали може да се формира цврст раствор зависи од тоа дали различните метали можат меѓусебно да се растворат во течна и цврста состојба.Само кога тие можат да се раствораат еден во друг на неодредено време, може да се формира силен и цврст заварен спој.Општо земено, значителна растворливост, па дури и неограничена растворливост, може да се постигне само кога разликата во атомскиот радиус помеѓу двата метали е помала од приближно 14% до 15%.
·Дали постои значителна разлика во електронегативноста помеѓу различни метали е исто така клучна.Колку е поголема разликата, толку е посилен нивниот хемиски афинитет, што има тенденција да доведе до формирање на соединенија наместо цврсти раствори.Како резултат на тоа, растворливоста на цврстиот раствор што се формира е намалена, а јачината на заварениот спој е исто така помала.
·Дополнително, на заварувањето на различни метали во голема мера влијаат својствата како што се точките на топење, коефициентите на топлинска експанзија, топлинската спроводливост, специфичната топлина, оксидираноста и рефлексивноста на вклучените материјали.Колку е поголема разликата во овие физички својства, толку е поголем предизвикот за заварување и толку е послаба цврстината на добиениот заварен спој.
·Обично, ласерското заварување на различни метални материјали како што се челик со бакар, алуминиум и никел, како и бакар со никел, покажува добра заварливост, што доведува до задоволителен квалитет на заварување.
Ласерското заварување наоѓа широка примена во различни сектори, вклучувајќи, но не ограничувајќи се на следниве области:
1: Различно заварување на метали
Ласерското заварување е широко употребувано во производствените индустрии како што се автомобилската, воздушната, електрониката и машинското инженерство.Се користи за заварување на компоненти и монтажа на структури, за подобрување на ефикасноста на производството и квалитетот на производот.
2: Медицински помагала
Во производството на медицински помагала, ласерското заварување се користи за поврзување и склопување на мали, прецизни компоненти, со што се обезбедуваат производи со висок квалитет додека се избегнува прекумерното влијание на топлината врз материјалите.
3: Електроника
Поради високата прецизност и нискиот влез на топлина, ласерското заварување широко се применува во производството на електронски уреди, вклучително и заварување на кола и микроелектронски компоненти.
4: Воздухопловна
Ласерското заварување се користи во воздушниот сектор за производство на авиони и воздушни компоненти, овозможувајќи лесен дизајн и врски со висока јачина.
5: Сектор за енергетика
Во енергетската индустрија, ласерското заварување се користи за производство на соларни панели, опрема за нуклеарна енергија и други компоненти поврзани со производството на енергија.
6: Накит и часовници
Со оглед на неговата приспособливост на фини и сложени структури, ласерското заварување често се користи во производството на накит и часовници за поврзување и поправка на деликатни компоненти.
7: Автомобилска индустрија
Во автомобилското производство, ласерското заварување се користи за поврзување на автомобилските компоненти, за подобрување на ефикасноста на заварувањето и за подобрување на квалитетот на производот.
Генерално, високата прецизност, брзина и разновидност на ласерското заварување го прават широко применлив во производствените и производствените полиња.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Време на објавување: Јан-17-2024 година