






Laserrenseteknologi benytter lasere med smal pulsbredde og høy effekttetthet på overflaten av objektet som skal rengjøres.Gjennom de kombinerte effektene av rask vibrasjon, fordamping, nedbrytning og plasmaavskalling, gjennomgår forurensninger, rustflekker eller belegg på overflaten øyeblikkelig fordampning og løsner, og oppnår overflaterens.
Laserrengjøring gir fordeler som ikke-kontakt, miljøvennlig, effektiv presisjon og ingen skade på underlaget, noe som gjør den anvendelig i ulike scenarier.
Laser rengjøring

Grønn og effektiv
Dekkindustrien, nyenergiindustrien og anleggsmaskinindustrien, blant annet, bruker mye laserrengjøring.I en tid med "dobbelt karbon"-målene dukker laserrengjøring opp som en ny løsning i det tradisjonelle rengjøringsmarkedet på grunn av sin høye effektivitet, presise kontrollerbarhet og miljøvennlige egenskaper.
Konsept for laserrengjøring:
Laserrengjøring innebærer å fokusere laserstråler på materialoverflaten for raskt å fordampe eller skrelle av overflateforurensninger, og oppnå rensing av materialoverflaten.Sammenlignet med ulike tradisjonelle fysiske eller kjemiske rengjøringsmetoder, er laserrengjøring preget av ingen kontakt, ingen forbruksvarer, ingen forurensning, høy presisjon og minimal eller ingen skade, noe som gjør den til et ideelt valg for den nye generasjonen av industriell rengjøringsteknologi.
Prinsippet for laserrengjøring:
Prinsippet for laserrensing er komplekst og kan involvere både fysiske og kjemiske prosesser.I mange tilfeller dominerer fysiske prosesser, ledsaget av delvise kjemiske reaksjoner.Hovedprosessene kan kategoriseres i tre typer: fordampningsprosess, sjokkprosess og oscillasjonsprosess.
Gassifiseringsprosess:
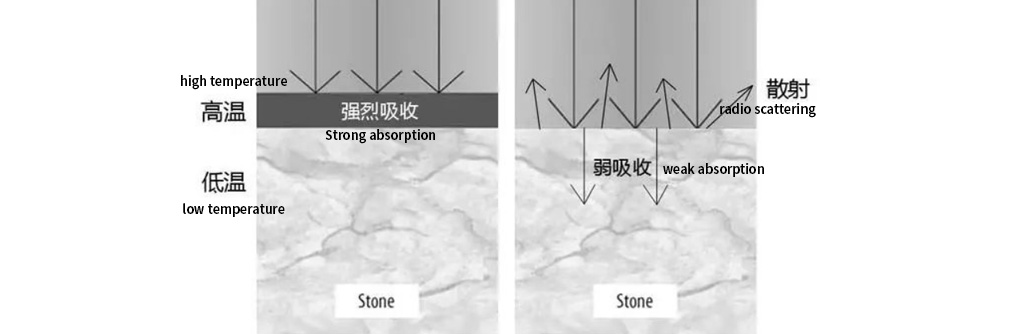
Når høyenergilaserbestråling påføres overflaten av et materiale, absorberer overflaten laserenergien og konverterer den til intern energi, noe som får overflatetemperaturen til å øke raskt.Denne temperaturstigningen når eller overstiger fordampningstemperaturen til materialet, noe som får forurensningene til å løsne fra materialoverflaten i form av damp.Selektiv fordamping oppstår ofte når absorpsjonshastigheten til forurensningene til laseren er betydelig høyere enn for substratet.Et typisk brukseksempel er rengjøring av smuss på steinoverflater.Som vist i diagrammet nedenfor absorberer forurensninger på steinoverflaten laseren sterkt og fordampes raskt.Når forurensningene er fullstendig fjernet, og laseren bestråler steinoverflaten, er absorpsjonen svakere, og mer laserenergi spres av steinoverflaten.Følgelig er det minimal endring i temperaturen på steinoverflaten, og beskytter den mot skade.
En typisk prosess som primært involverer kjemisk påvirkning skjer ved rengjøring av organiske forurensninger med ultrafiolette bølgelengdelasere, en prosess kjent som laserablasjon.Ultrafiolette lasere har kortere bølgelengder og høyere fotonenergi.For eksempel har en KrF excimer-laser med en bølgelengde på 248 nm en fotonenergi på 5 eV, som er 40 ganger høyere enn CO2-laserfotoner (0,12 eV).En slik høy fotonenergi er tilstrekkelig til å bryte de molekylære bindingene i organiske materialer, noe som fører til at CC, CH, CO, etc., bindingene i de organiske forurensningene sprekker ved absorbering av fotonenergien til laseren, noe som fører til pyrolytisk gassifisering og fjerning fra flate.
Sjokkprosess i laserrengjøring:
Sjokkprosessen i laserrengjøring involverer en rekke reaksjoner som oppstår under interaksjonen mellom laseren og materialet, noe som resulterer i sjokkbølger som påvirker materialets overflate.Under påvirkning av disse sjokkbølgene knuses overflateforurensninger til støv eller fragmenter og flasser bort fra overflaten.Mekanismene som forårsaker disse sjokkbølgene er varierte, inkludert plasma, damp og raske termiske ekspansjons- og sammentrekningsfenomener.
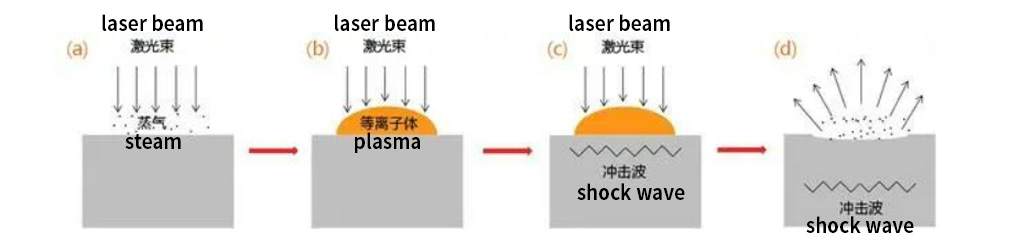
Ved å ta plasmasjokkbølger som eksempel, kan vi kort forstå hvordan sjokkprosessen ved laserrengjøring fjerner overflateforurensninger.Ved bruk av lasere med ultrakort pulsbredde (ns) og ultrahøy toppeffekt (107–1010 W/cm2), kan overflatetemperaturen stige kraftig til fordampningstemperaturer selv om overflateabsorpsjonen til laseren er svak.Denne raske temperaturøkningen danner damp over materialets overflate, som vist i illustrasjonen (a).Damptemperaturen kan nå 104 – 105 K, nok til å ionisere selve dampen eller luften rundt, og danne et plasma.Plasmaet blokkerer laseren fra å nå materialoverflaten, noe som muligens stopper overflatefordampning.Imidlertid fortsetter plasmaet å absorbere laserenergi, og øker temperaturen ytterligere og skaper en lokalisert tilstand med ekstremt høy temperatur og trykk.Dette genererer en kortvarig innvirkning på 1-100 kbar på materialoverflaten og overføres gradvis innover, som vist i illustrasjonene (b) og (c).Under påvirkningen av sjokkbølgen sprekker overflateforurensninger til små støv, partikler eller fragmenter.Når laseren beveger seg bort fra det bestrålte stedet, forsvinner plasmaet umiddelbart, og skaper et lokalt undertrykk, og partiklene eller fragmentene av forurensningene fjernes fra overflaten, som vist i illustrasjon (d).
Oscillasjonsprosess i laserrengjøring:
I oscillasjonsprosessen ved laserrensing skjer både oppvarming og avkjøling av materialet ekstremt raskt under påvirkning av kortpulslasere.På grunn av de forskjellige termiske ekspansjonskoeffisientene til forskjellige materialer, gjennomgår overflateforurensningene og underlaget høyfrekvent termisk ekspansjon og sammentrekning av varierende grad når de utsettes for kortpulset laserbestråling.Dette fører til en oscillerende effekt som får forurensningene til å flasse av fra materialoverflaten.
Under denne peelingsprosessen kan det hende at materialet ikke fordamper, og at det heller ikke nødvendigvis dannes plasma.I stedet er prosessen avhengig av skjærkreftene som genereres ved grensesnittet mellom forurensningen og underlaget under den oscillerende handlingen, som bryter båndet mellom dem.Studier har vist at litt økning av laserinnfallsvinkelen kan forbedre kontakten mellom laseren, de partikkelformede forurensningene og grensesnittet til underlaget.Denne tilnærmingen senker terskelen for laserrengjøring, noe som gjør den oscillerende effekten mer uttalt og forbedrer rengjøringseffektiviteten.Innfallsvinkelen bør imidlertid ikke være for stor, da en svært høy vinkel kan redusere energitettheten som virker på materialoverflaten, og dermed svekke renseevnen til laseren.
Industrielle bruksområder for laserrengjøring:
1: Muggindustri
Laserrengjøring muliggjør berøringsfri rengjøring av muggsopp, noe som sikrer sikkerheten til muggoverflater.Den garanterer presisjon og kan rense smusspartikler på undermikronnivå som tradisjonelle rengjøringsmetoder kan slite med å fjerne.Dette oppnår ekte forurensningsfri, effektiv rengjøring av høy kvalitet.

2: Presisjonsinstrumentindustri
I presisjonsmekaniske industrier må komponenter ofte ha estere og mineraloljer som brukes til smøring og korrosjonsbestandighet fjernet.Kjemiske metoder brukes ofte til rengjøring, men de etterlater ofte rester.Laserrengjøring kan fjerne estere og mineraloljer fullstendig uten å skade overflaten på komponentene.Laserinduserte eksplosjoner av oksidlag på komponentoverflatene resulterer i sjokkbølger, som forårsaker fjerning av forurensninger uten mekanisk interaksjon.

3: Jernbaneindustrien
For tiden bruker skinnerengjøring før sveising hovedsakelig hjulsliping og sliping, noe som fører til alvorlige underlagsskader og gjenværende belastning.Dessuten bruker den en betydelig mengde slipende forbruksvarer, noe som resulterer i høye kostnader og alvorlig støvforurensning.Laserrengjøring kan gi en høykvalitets, effektiv og miljøvennlig rengjøringsteknikk for produksjon av høyhastighetsjernbanespor i Kina.Den tar for seg problemer som sømløse skinnehull, grå flekker og sveisefeil, noe som forbedrer stabiliteten og sikkerheten ved høyhastighetsjernbaneoperasjoner.
4: Luftfartsindustrien
Flyflater må males på nytt etter en viss periode, men før maling må den gamle malingen fjernes helt.Kjemisk nedsenking/tørking er en viktig malingsfjerningsmetode i luftfartssektoren, noe som forårsaker betydelig kjemisk avfall og manglende evne til å oppnå lokalisert malingsfjerning for vedlikehold.Laserrengjøring kan oppnå høykvalitets fjerning av maling fra flyets hudoverflate og er lett å tilpasse til automatisert produksjon.For tiden har denne teknologien begynt å bli brukt i vedlikehold av noen avanserte flymodeller i utlandet.
5: Maritim industri
Rengjøring før produksjon i den maritime industrien bruker ofte sandblåsemetoder, noe som forårsaker alvorlig støvforurensning til det omkringliggende miljøet.Etter hvert som sandblåsing gradvis blir forbudt, har det ført til redusert produksjon eller til og med stans for skipsbyggere.Laserrenseteknologi vil gi en grønn og forurensningsfri rengjøringsløsning for anti-korrosjonsbelegg av skipsoverflater.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Innleggstid: 16-jan-2024