






Parimet e saldimit me lazer
Saldim me lazerpërdor karakteristikat e shkëlqyera të drejtimit dhe densitetit të fuqisë së lartë të një rreze lazer për të punuar.Nëpërmjet një sistemi optik, rrezja lazer fokusohet në një zonë shumë të vogël, duke krijuar një burim nxehtësie shumë të përqendruar në një periudhë shumë të shkurtër.Ky proces shkrin materialin në pikën e saldimit, duke formuar një pikë saldimi dhe shtresë të ngurtësuar.
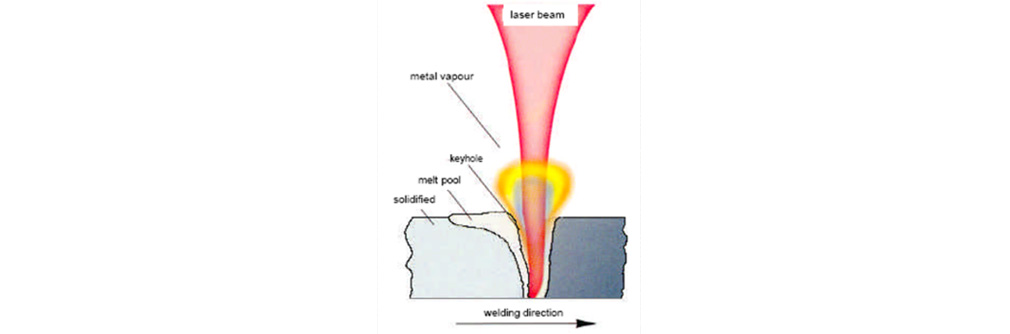
·Saldimi me lazer në përgjithësi ndahet në saldim me përçueshmëri dhe saldim me penetrim të thellë.
·Një densitet i fuqisë lazer prej 105~ 106w/cm2rezulton në saldim me përçueshmëri me lazer.
·Një densitet i fuqisë lazer prej 105~ 106w/cm2rezulton në saldim me penetrim të thellë me lazer.
Karakteristikat e saldimit me lazer
Krahasuar me metodat e tjera të saldimit, saldimi me lazer ka këto karakteristika:
·Energji e përqendruar, efikasitet i lartë i saldimit, saktësi e lartë e përpunimit dhe një raport i madh thellësi-gjerësi i tegelit të saldimit.
·Futja e ulët e nxehtësisë, zona e vogël e prekur nga nxehtësia, stresi minimal i mbetur dhe deformimi i ulët i pjesës së punës.
·Saldim pa kontakt, transmetim me fibra optike, aksesueshmëri e mirë dhe nivel i lartë automatizimi.
·Dizajn fleksibël i nyjeve, duke kursyer lëndët e para.
·Energjia e saldimit mund të kontrollohet saktësisht, duke siguruar rezultate të qëndrueshme saldimi dhe një pamje të mirë saldimi.
Saldimi i çelikut dhe lidhjeve të tij
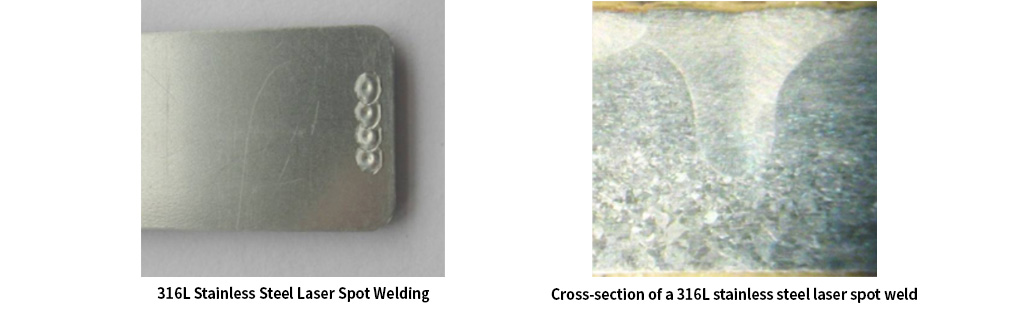
·Çelik inox mund të arrijë rezultate të mira saldimi duke përdorur një valë standarde katrore.
·Gjatë projektimit të strukturave të salduara, përpiquni t'i mbani sa më shumë pikat e saldimit larg substancave jo metalike.
·Për të përmbushur kërkesat e forcës dhe pamjes, këshillohet të rezervoni sipërfaqe të mjaftueshme saldimi dhe trashësi të pjesës së punës.
·Gjatë saldimit, është thelbësore të sigurohet pastërtia e pjesës së punës dhe thatësia e mjedisit.
Saldimi i aluminit dhe lidhjeve të tij
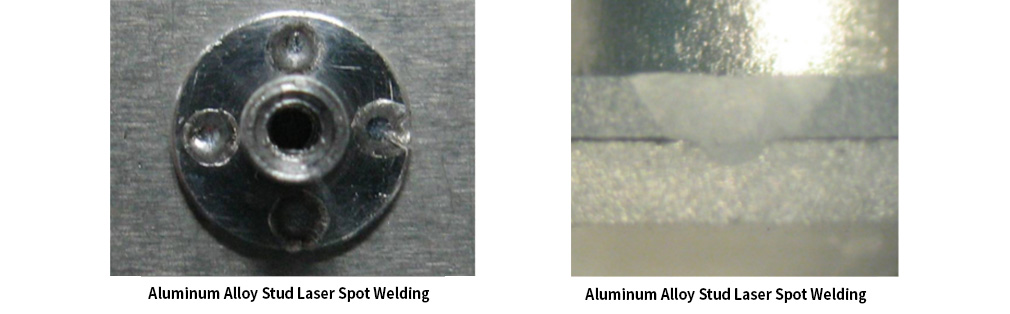
·Materialet e aliazhit të aluminit kanë një reflektim të lartë;prandaj, gjatë saldimit nevojitet një fuqi maksimale e lartë lazer.
·Plasaritjet janë të prirura të ndodhin gjatë saldimit me puls, duke ndikuar në forcën e saldimit.
·Përbërja e materialit është e prirur ndaj ndarjes, duke çuar në spërkatje.Këshillohet të zgjidhni lëndë të para me cilësi të lartë.
·Në përgjithësi, përdorimi i një madhësie të madhe të pikës dhe gjerësia e gjatë e pulsit mund të arrijë rezultate më të mira saldimi.
Saldimi i bakrit dhe lidhjeve të tij
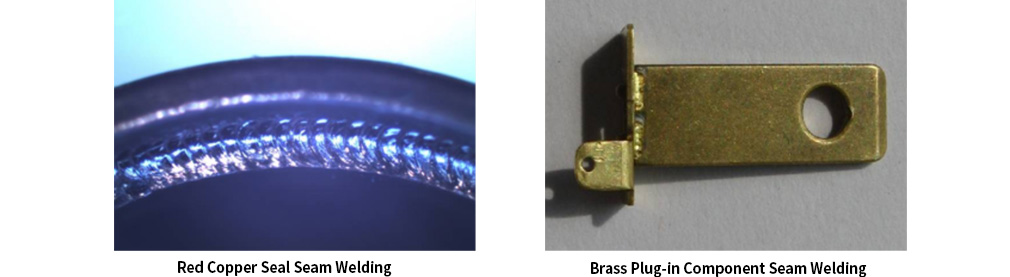
·Materialet e bakrit kanë një reflektim më të lartë në krahasim me lidhjet e aluminit, duke kërkuar fuqi më të lartë lazer për saldim.Koka e lazerit duhet të anohet në një kënd të caktuar.
·Për lidhje të caktuara të bakrit, si bronzi dhe bronzi, vështirësia e saldimit rritet për shkak të ndikimit të elementeve të aliazhit.Vëmendje duhet t'i kushtohet zgjedhjes së parametrave të procesit të saldimit.
Saldim i pangjashëm me metale

·A mund të formohet një tretësirë e ngurtë.
·A ka ndonjë ndryshim domethënës në elektronegativitetin midis metaleve të ndryshëm.
·Faktorë të tjerë ndikues.
Nëse metale të ndryshme mund të formojnë nyje saldimi me cilësi të lartë varet kryesisht nga vetitë fizike, vetitë kimike, përbërja kimike dhe masat e procesit të metaleve që do të saldohen.Kjo zakonisht konsiderohet nga aspektet e mëposhtme:
·Nëse mund të formohet një tretësirë e ngurtë varet nëse metalet e ndryshëm mund të treten reciprokisht në gjendje të lëngët dhe të ngurtë.Vetëm kur ato mund të shpërndahen në njëra-tjetrën për një kohë të pacaktuar, mund të formohet një bashkim saldimi i fortë dhe i fortë.Në përgjithësi, një tretshmëri e konsiderueshme, apo edhe tretshmëri e pakufizuar, arrihet vetëm kur diferenca e rrezes atomike midis dy metaleve është më pak se afërsisht 14% deri në 15%.
·Nëse ka një ndryshim domethënës në elektronegativitetin midis metaleve të ndryshëm është gjithashtu thelbësore.Sa më i madh të jetë ndryshimi, aq më i fortë është afiniteti i tyre kimik, i cili tenton të çojë në formimin e komponimeve dhe jo zgjidhjeve të ngurta.Si rezultat, tretshmëria e tretësirës së ngurtë që formohet zvogëlohet, dhe forca e bashkimit të saldimit është gjithashtu më e ulët.
·Për më tepër, saldimi i metaleve të ndryshëm ndikohet shumë nga vetitë si pikat e shkrirjes, koeficientët e zgjerimit termik, përçueshmëria termike, nxehtësitë specifike, oksidueshmëria dhe reflektimi i materialeve të përfshira.Sa më i madh të jetë ndryshimi në këto veti fizike, aq më sfidues është saldimi dhe aq më e dobët është forca e bashkimit të saldimit që rezulton.
·Zakonisht, saldimi me lazer i materialeve metalike të ndryshme si çeliku me bakër, alumin dhe nikel, si dhe bakri me nikel, shfaq saldim të mirë, duke çuar në cilësi të kënaqshme saldimi.
Saldimi me lazer gjen aplikime të gjera në sektorë të ndryshëm, duke përfshirë por pa u kufizuar në fushat e mëposhtme:
1: Saldim i pangjashëm me metale
Saldimi me lazer përdoret gjerësisht në industritë prodhuese të tilla si automobila, hapësira ajrore, elektronika dhe inxhinieria mekanike.Përdoret për saldimin e komponentëve dhe montimit të strukturave, duke rritur efikasitetin e prodhimit dhe cilësinë e produktit.
2: Pajisje mjekësore
Në prodhimin e pajisjeve mjekësore, saldimi me lazer përdoret për lidhjen dhe montimin e komponentëve të vegjël me precizion, duke siguruar produkte me cilësi të lartë duke shmangur ndikimin e tepërt të nxehtësisë në materiale.
3: Elektronikë
Për shkak të saktësisë së lartë dhe hyrjes së ulët të nxehtësisë, saldimi me lazer përdoret gjerësisht në prodhimin e pajisjeve elektronike, duke përfshirë saldimin e bordit të qarkut dhe komponentët mikroelektronikë.
4: Hapësira ajrore
Saldimi me lazer përdoret në sektorin e hapësirës ajrore për prodhimin e avionëve dhe komponentëve të hapësirës ajrore, duke mundësuar dizajn të lehtë dhe lidhje me forcë të lartë.
5: Sektori i Energjisë
Në industrinë e energjisë, saldimi me lazer përdoret për prodhimin e paneleve diellore, pajisjeve të energjisë bërthamore dhe komponentëve të tjerë që lidhen me prodhimin e energjisë.
6: Bizhuteri dhe Orëbërje
Duke pasur parasysh përshtatshmërinë e tij ndaj strukturave të imta dhe të ndërlikuara, saldimi me lazer përdoret shpesh në prodhimin e bizhuterive dhe orëve për lidhjen dhe riparimin e komponentëve delikate.
7: Industria e automobilave
Në prodhimin e automobilave, saldimi me lazer përdoret për lidhjen e komponentëve të automobilave, përmirësimin e efikasitetit të saldimit dhe përmirësimin e cilësisë së produktit.
Në përgjithësi, saktësia e lartë, shpejtësia dhe shkathtësia e saldimit me lazer e bëjnë atë gjerësisht të zbatueshëm në fushat e prodhimit dhe prodhimit.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Koha e postimit: Jan-17-2024