






Технологија ласерског чишћења користи уску ширину импулса, ласере велике густине снаге на површини објекта који се чисти.Комбинованим ефектима брзих вибрација, испаравања, распадања и љуштења плазме, загађивачи, мрље од рђе или премази на површини тренутно се подвргавају испаравању и одвајању, чиме се постиже чишћење површине.
Ласерско чишћење нуди предности као што су бесконтактно, еколошки прихватљиво, ефикасна прецизност и без оштећења подлоге, што га чини применљивим у различитим сценаријима.
Ласерско чишћење

Зелено и ефикасно
Индустрија гума, индустрија нове енергије и индустрија грађевинских машина, између осталих, широко примењују ласерско чишћење.У ери циљева „дуалног угљеника“, ласерско чишћење се појављује као ново решење на традиционалном тржишту чишћења због своје високе ефикасности, прецизне контроле и еколошки прихватљивих карактеристика.
Концепт ласерског чишћења:
Ласерско чишћење укључује фокусирање ласерских зрака на површину материјала како би се брзо испарили или одлепили површински загађивачи, чиме се постиже чишћење површине материјала.У поређењу са различитим традиционалним физичким или хемијским методама чишћења, ласерско чишћење се одликује без контакта, без потрошног материјала, без загађења, високом прецизношћу и минималним или без оштећења, што га чини идеалним избором за нову генерацију технологије индустријског чишћења.
Принцип ласерског чишћења:
Принцип ласерског чишћења је сложен и може укључивати и физичке и хемијске процесе.У многим случајевима доминирају физички процеси, праћени делимичним хемијским реакцијама.Главни процеси се могу категорисати у три типа: процес испаравања, процес шока и процес осциловања.
Процес гасификације:
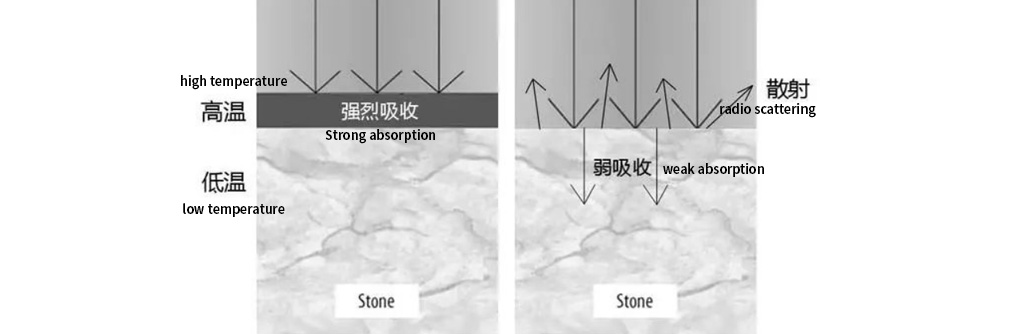
Када се ласерско зрачење високе енергије примени на површину материјала, површина апсорбује ласерску енергију и претвара је у унутрашњу енергију, што доводи до брзог повећања температуре површине.Овај пораст температуре достиже или премашује температуру испаравања материјала, узрокујући да се загађивачи одвоје од површине материјала у облику паре.Селективна вапоризација се често дешава када је стопа апсорпције загађивача у ласеру знатно већа од брзине супстрата.Типичан пример примене је чишћење прљавштине на каменим површинама.Као што је приказано на дијаграму испод, загађивачи на површини камена снажно апсорбују ласер и брзо испаравају.Када се загађивачи потпуно уклоне, а ласер озрачи површину камена, апсорпција је слабија, а више ласерске енергије се расипа по површини камена.Сходно томе, постоји минимална промена температуре површине камена, чиме се штити од оштећења.
Типичан процес који првенствено укључује хемијско дејство се дешава када се органски загађивачи чисте ултраљубичастим ласерима таласне дужине, процес познат као ласерска аблација.Ултраљубичасти ласери имају краће таласне дужине и већу енергију фотона.На пример, КрФ ексцимер ласер са таласном дужином од 248 нм има енергију фотона од 5 еВ, што је 40 пута веће од фотона ЦО2 ласера (0,12 еВ).Овако висока енергија фотона је довољна да разбије молекуларне везе у органским материјалима, што узрокује ломљење ЦЦ, ЦХ, ЦО, итд., веза у органским загађивачима након апсорпције енергије фотона ласера, што доводи до пиролитичке гасификације и уклањања из површине.
Шок процес у ласерском чишћењу:
Процес шока у ласерском чишћењу укључује низ реакција које се јављају током интеракције између ласера и материјала, што резултира ударним таласима који утичу на површину материјала.Под утицајем ових ударних таласа, површински загађивачи се разбијају у прашину или фрагменте, љуштећи се са површине.Механизми који изазивају ове ударне таласе су различити, укључујући плазму, пару и феномене брзог термичког ширења и контракције.
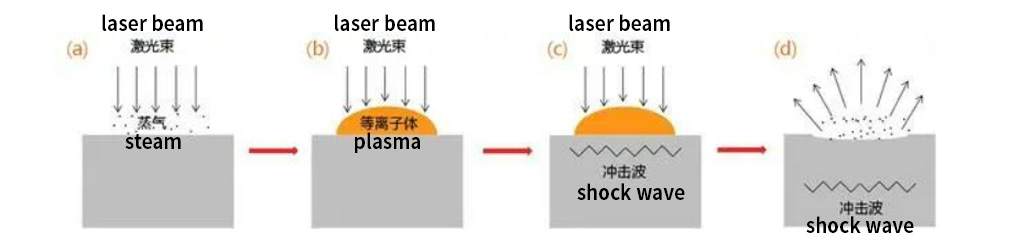
Узимајући за пример ударне таласе плазме, можемо укратко разумети како процес шока у ласерском чишћењу уклања површинске загађиваче.Уз примену ласера са ултра-кратком ширином импулса (нс) и ултра-великом вршном снагом (107–1010 В/цм2), површинска температура може нагло порасти до температуре испаравања чак и ако је површинска апсорпција ласера слаба.Ово брзо повећање температуре ствара пару изнад површине материјала, као што је приказано на илустрацији (а).Температура паре може да достигне 104 – 105 К, што је довољно да јонизује саму пару или околни ваздух, формирајући плазму.Плазма блокира ласер да допре до површине материјала, што може зауставити површинско испаравање.Међутим, плазма наставља да апсорбује ласерску енергију, додатно повећавајући своју температуру и стварајући локализовано стање екстремно високе температуре и притиска.Ово генерише тренутни удар од 1-100 кбар на површину материјала и прогресивно се преноси према унутра, као што је приказано на илустрацијама (б) и (ц).Под ударом ударног таласа, површински загађивачи се ломе у ситну прашину, честице или фрагменте.Када се ласер удаљи од озрачене локације, плазма брзо нестаје, стварајући локални негативни притисак, а честице или фрагменти загађивача се уклањају са површине, као што је приказано на илустрацији (д).
Процес осциловања у ласерском чишћењу:
У осцилационом процесу ласерског чишћења, и загревање и хлађење материјала се дешавају изузетно брзо под утицајем краткопулсних ласера.Због различитих коефицијената топлотног ширења различитих материјала, површински загађивачи и подлога подлежу високофреквентном топлотном ширењу и контракцији различитог степена када су изложени краткомпулсном ласерском зрачењу.Ово доводи до осцилаторног ефекта који узрокује да се загађивачи одлепе са површине материјала.
Током овог процеса пилинга, можда неће доћи до испаравања материјала, нити се нужно формира плазма.Уместо тога, процес се ослања на силе смицања које се стварају на граници између загађивача и супстрата под осцилаторним дејством, које прекидају везу између њих.Студије су показале да благо повећање угла ласера може побољшати контакт између ласера, честица загађивача и интерфејса супстрата.Овај приступ снижава праг за ласерско чишћење, чинећи осцилаторни ефекат израженијим и побољшавајући ефикасност чишћења.Међутим, упадни угао не би требало да буде превелик, јер веома висок угао може да смањи густину енергије која делује на површину материјала, чиме се слаби способност чишћења ласера.
Индустријска примена ласерског чишћења:
1: Индустрија калупа
Ласерско чишћење омогућава бесконтактно чишћење калупа, осигуравајући сигурност површина калупа.Гарантује прецизност и може да очисти честице прљавштине испод микрона које се традиционалним методама чишћења могу тешко уклонити.Тиме се постиже истинско чишћење без загађења, ефикасно и висококвалитетно чишћење.

2: Индустрија прецизних инструмената
У прецизној механичкој индустрији, компоненте често морају да имају уклоњене естре и минерална уља која се користе за подмазивање и отпорност на корозију.Хемијске методе се обично користе за чишћење, али често остављају остатке.Ласерско чишћење може у потпуности уклонити естре и минерална уља без оштећења површине компоненти.Ласерски индуковане експлозије оксидних слојева на површинама компоненти резултирају ударним таласима, узрокујући уклањање загађивача без механичке интеракције.

3: Железничка индустрија
Тренутно, чишћење шина пре заваривања углавном користи брушење и брушење точкова, што доводи до озбиљног оштећења подлоге и преосталог напрезања.Штавише, троши значајну количину абразивног потрошног материјала, што доводи до високих трошкова и озбиљног загађења прашином.Ласерско чишћење може да обезбеди висококвалитетну, ефикасну и еколошки прихватљиву технику чишћења за производњу брзих железничких шина у Кини.Он се бави питањима као што су бешавне рупе на шинама, сиве мрље и дефекти у заваривању, побољшавајући стабилност и сигурност операција на железници велике брзине.
4: Ваздухопловна индустрија
Површине авиона је потребно префарбати након одређеног периода, али пре фарбања, стара боја мора бити потпуно уклоњена.Хемијско потапање/брисање је главна метода уклањања боје у сектору ваздухопловства, која узрокује значајан хемијски отпад и немогућност да се постигне локализовано уклањање боје ради одржавања.Ласерско чишћење може постићи висококвалитетно уклањање боје са површине коже авиона и лако се прилагођава аутоматизованој производњи.Тренутно је ова технологија почела да се примењује у одржавању неких врхунских модела авиона у иностранству.
5: Поморска индустрија
Препроизводно чишћење у поморској индустрији обично користи методе пескарења, што доводи до озбиљног загађења околине прашином.Како се пјескарење постепено забрањује, то је довело до смањења производње или чак гашења за бродоградитељске компаније.Технологија ласерског чишћења ће обезбедити зелено решење за чишћење без загађења за антикорозивне премазе бродских површина.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Време поста: Јан-16-2024