






Принципи ласерског заваривања
Ласерско заваривањекористи одличне карактеристике усмерености и високе густине снаге ласерског зрака за рад.Преко оптичког система, ласерски сноп је фокусиран на веома малу површину, стварајући високо концентрисани извор топлоте у веома кратком периоду.Овај процес топи материјал на месту заваривања, формирајући учвршћено место заваривања и шав.
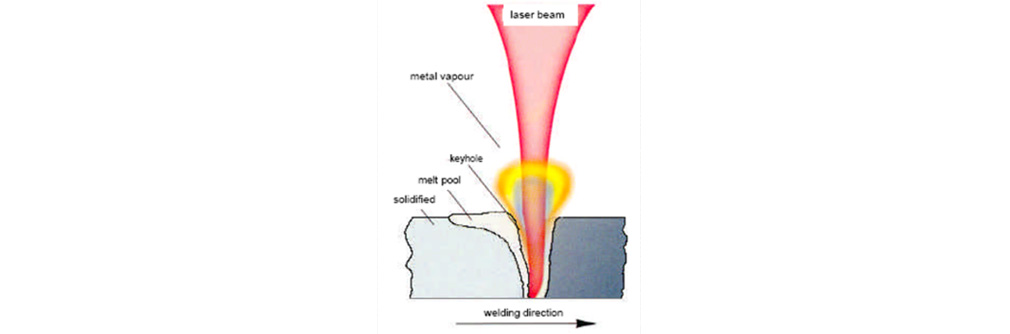
·Ласерско заваривање се генерално дели на проводљиво заваривање и заваривање дубоког продора.
·Густина снаге ласера је 105~106в/цм2резултира ласерским проводним заваривањем.
·Густина снаге ласера је 105~106в/цм2резултира ласерским заваривањем дубоког продирања.
Карактеристике ласерског заваривања
У поређењу са другим методама заваривања, ласерско заваривање има следеће карактеристике:
·Фокусирана енергија, висока ефикасност заваривања, висока прецизност обраде и велики однос дубине и ширине завареног шава.
·Низак унос топлоте, мала зона утицаја топлоте, минимално заостало напрезање и мала деформација радног предмета.
·Бесконтактно заваривање, оптички пренос, добра приступачност и висок ниво аутоматизације.
·Флексибилни дизајн спојева, штедећи сировине.
·Енергија заваривања се може прецизно контролисати, обезбеђујући стабилне резултате заваривања и добар изглед заваривања.
Заваривање челика и његових легура
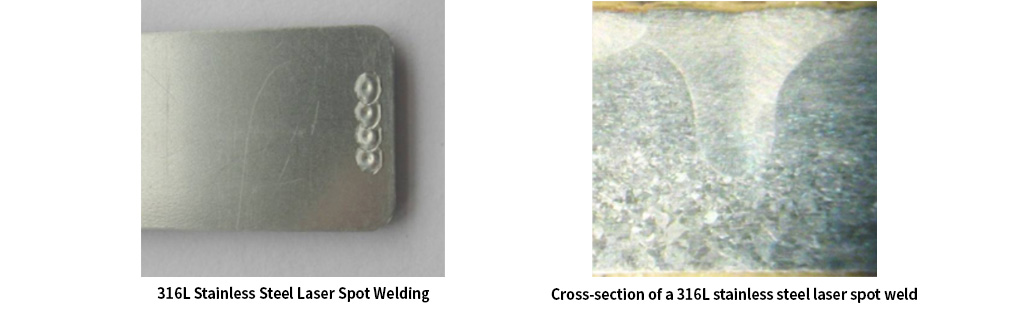
·Нерђајући челик може постићи добре резултате заваривања користећи стандардни квадратни талас.
·Приликом пројектовања заварених конструкција, покушајте да места заваривања буду што је више могуће удаљена од неметалних супстанци.
·Да би се испунили захтеви за чврстоћу и изглед, препоручљиво је да резервишете довољну површину заваривања и дебљину радног комада.
·Током заваривања, неопходно је осигурати чистоћу радног предмета и сувоћу околине.
Заваривање алуминијума и његових легура
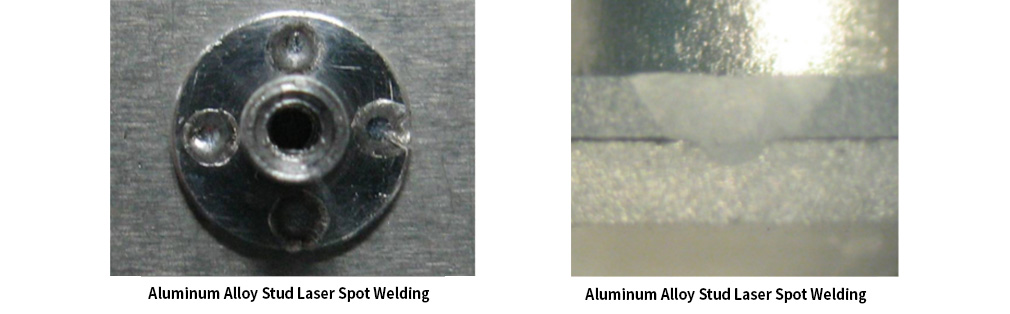
·Материјали од легуре алуминијума имају високу рефлексивност;стога је потребна велика вршна снага ласера током заваривања.
·Пукотине су склоне настанку током пулсног тачкастог заваривања, што утиче на јачину заваривања.
·Састав материјала је склон сегрегацији, што доводи до прскања.Препоручљиво је одабрати висококвалитетне сировине.
·Генерално, коришћењем велике величине тачке и дугачке ширине импулса могу се постићи бољи резултати заваривања.
Заваривање бакра и његових легура
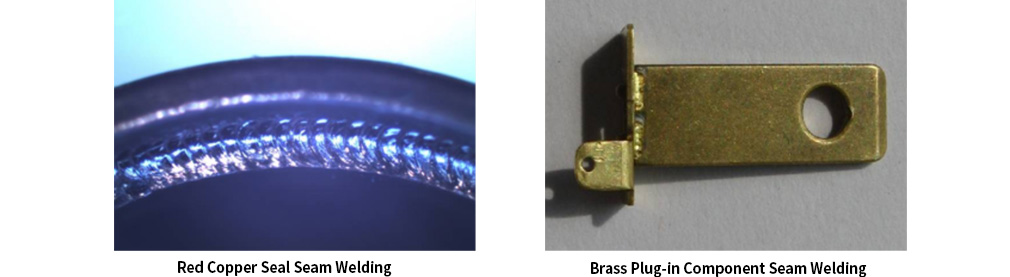
·Бакарни материјали имају већу рефлексивност у поређењу са легурама алуминијума, што захтева већу вршну ласерску снагу за заваривање.Глава ласера мора бити нагнута под одређеним углом.
·За одређене легуре бакра, као што су месинг и бронза, тешкоћа заваривања је повећана због утицаја елемената легуре.Треба обратити пажњу на избор параметара процеса заваривања.
Заваривање различитих метала

·Може ли се формирати чврсти раствор.
·Постоји ли значајна разлика у електронегативности између различитих метала.
·Други утицајни фактори.
Да ли различити метали могу да формирају висококвалитетне спојеве за заваривање углавном зависи од физичких својстава, хемијских својстава, хемијског састава и мера процеса метала који се заварују.Ово се обично разматра са следећих аспеката:
·Да ли се може формирати чврсти раствор зависи од тога да ли се различити метали могу међусобно растворити у течном и чврстом стању.Тек када се могу неограничено растворити један у другом, може се формирати чврст и чврст заварени спој.Генерално, значајна растворљивост, или чак неограничена растворљивост, се постиже само када је разлика у атомском радијусу између два метала мања од приближно 14% до 15%.
·Такође је кључно да ли постоји значајна разлика у електронегативности између различитих метала.Што је разлика већа, то је јачи њихов хемијски афинитет, који има тенденцију да доведе до стварања једињења, а не чврстих раствора.Као резултат тога, растворљивост чврстог раствора који се формира је смањена, а јачина завареног споја је такође нижа.
·Поред тога, на заваривање различитих метала у великој мери утичу својства као што су тачке топљења, коефицијенти топлотног ширења, топлотне проводљивости, специфичне топлоте, оксидабилност и рефлективност укључених материјала.Што је већа разлика у овим физичким својствима, то је изазовније заваривање и слабија је јачина насталог завареног споја.
·Обично ласерско заваривање различитих металних материјала као што су челик са бакром, алуминијум и никл, као и бакар са никлом, показује добру заварљивост, што доводи до задовољавајућег квалитета заваривања.
Ласерско заваривање налази широку примену у различитим секторима, укључујући, али не ограничавајући се на следеће области:
1: Заваривање различитих метала
Ласерско заваривање се широко користи у производним индустријама као што су аутомобилска, ваздухопловна, електроника и машинство.Користи се за заваривање компоненти и монтажних структура, повећавајући ефикасност производње и квалитет производа.
2: Медицинска средства
У производњи медицинских уређаја, ласерско заваривање се користи за повезивање и склапање малих, прецизних компоненти, обезбеђујући висококвалитетне производе уз избегавање прекомерног топлотног утицаја на материјале.
3: Електроника
Због своје високе прецизности и малог уноса топлоте, ласерско заваривање се широко примењује у производњи електронских уређаја, укључујући заваривање плоча и микроелектронских компоненти.
4: Ваздухопловство
Ласерско заваривање се користи у ваздухопловном сектору за производњу ваздухопловних и ваздухопловних компоненти, омогућавајући лагани дизајн и везе високе чврстоће.
5: Енергетски сектор
У енергетској индустрији, ласерско заваривање се користи за производњу соларних панела, опреме за нуклеарну енергију и других компоненти које се односе на производњу енергије.
6: Накит и часовничарство
С обзиром на његову прилагодљивост финим и замршеним структурама, ласерско заваривање се често користи у производњи накита и сатова за повезивање и поправку деликатних компоненти.
7: Аутомобилска индустрија
У производњи аутомобила, ласерско заваривање се користи за повезивање аутомобилских компоненти, побољшање ефикасности заваривања и побољшање квалитета производа.
Све у свему, висока прецизност, брзина и свестраност ласерског заваривања чине га широко применљивим у области производње и производње.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Време поста: Јан-17-2024