






Laserrengöringstekniken använder lasrar med smal pulsbredd och hög effekttäthet på ytan av föremålet som ska rengöras.Genom de kombinerade effekterna av snabba vibrationer, förångning, sönderdelning och plasmaavskalning, genomgår föroreningar, rostfläckar eller beläggningar på ytan omedelbar avdunstning och lossnar, vilket uppnår ytrengöring.
Laserrengöring erbjuder fördelar som beröringsfri, miljövänlig, effektiv precision och inga skador på underlaget, vilket gör den användbar i olika scenarier.
Laserrengöring

Grönt och effektivt
Bland annat däckindustrin, nyenergiindustrin och anläggningsmaskinindustrin tillämpar laserrengöring i stor utsträckning.I en tid präglad av "dual carbon"-målen framträder laserrengöring som en ny lösning på den traditionella rengöringsmarknaden på grund av dess höga effektivitet, exakta kontrollerbarhet och miljövänliga egenskaper.
Koncept för laserrengöring:
Laserrengöring innebär att laserstrålar fokuseras på materialytan för att snabbt förånga eller skala bort ytföroreningar, vilket uppnår rengöring av materialytan.Jämfört med olika traditionella fysiska eller kemiska rengöringsmetoder kännetecknas laserrengöring av ingen kontakt, inga förbrukningsvaror, ingen förorening, hög precision och minimal eller ingen skada, vilket gör den till ett idealiskt val för den nya generationen av industriell rengöringsteknik.
Principen för laserrengöring:
Principen för laserrengöring är komplex och kan involvera både fysikaliska och kemiska processer.I många fall dominerar fysikaliska processer, åtföljda av partiella kemiska reaktioner.Huvudprocesserna kan kategoriseras i tre typer: förångningsprocess, chockprocess och oscillationsprocess.
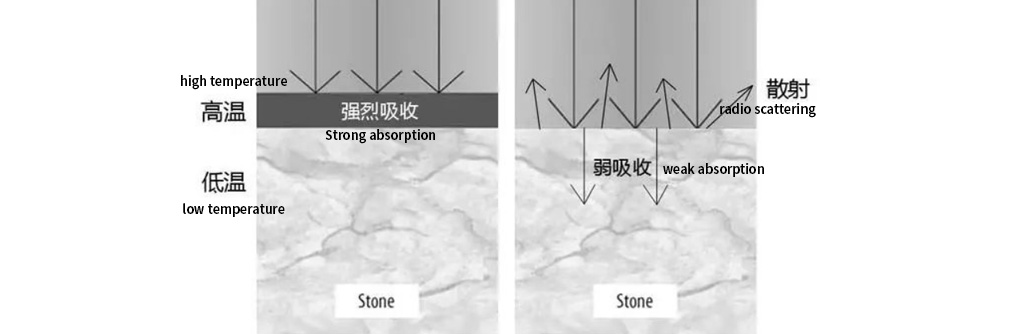
Förgasningsprocess:
När högenergilaserbestrålning appliceras på ytan av ett material, absorberar ytan laserenergin och omvandlar den till intern energi, vilket gör att yttemperaturen snabbt ökar.Denna temperaturökning når eller överstiger materialets förångningstemperatur, vilket gör att föroreningarna lossnar från materialytan i form av ånga.Selektiv förångning inträffar ofta när absorptionshastigheten för föroreningarna till lasern är betydligt högre än för substratet.Ett typiskt applikationsexempel är rengöring av smuts på stenytor.Som visas i diagrammet nedan absorberar föroreningar på stenytan starkt lasern och förångas snabbt.När föroreningarna är helt avlägsnade och lasern bestrålar stenytan, är absorptionen svagare och mer laserenergi sprids av stenytan.Följaktligen är det minimal förändring av temperaturen på stenytan, vilket skyddar den från skador.
En typisk process som i första hand involverar kemisk verkan inträffar vid rengöring av organiska föroreningar med ultravioletta våglängdslasrar, en process som kallas laserablation.Ultravioletta lasrar har kortare våglängder och högre fotonenergi.Till exempel har en KrF-excimerlaser med en våglängd på 248 nm en fotonenergi på 5 eV, vilket är 40 gånger högre än den för CO2-laserfotoner (0,12 eV).En sådan hög fotonenergi är tillräcklig för att bryta de molekylära bindningarna i organiska material, vilket gör att CC, CH, CO, etc., bindningarna i de organiska föroreningarna spricker när laserns fotonenergi absorberas, vilket leder till pyrolytisk förgasning och avlägsnande från yta.
Chockprocess vid laserrengöring:
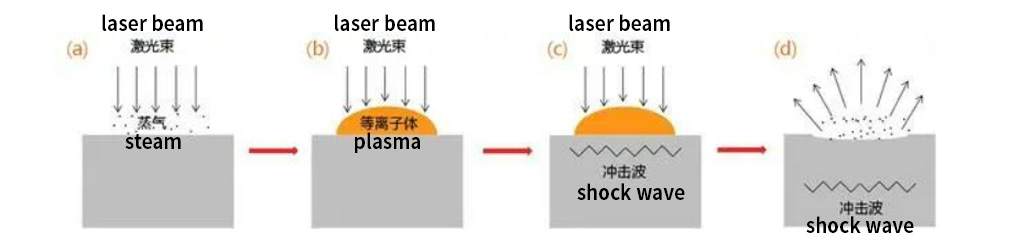
Stötprocessen vid laserrengöring involverar en serie reaktioner som uppstår under interaktionen mellan lasern och materialet, vilket resulterar i att stötvågor påverkar materialets yta.Under påverkan av dessa stötvågor splittras ytföroreningar till damm eller fragment och skalar bort från ytan.Mekanismerna som orsakar dessa stötvågor varierar, inklusive plasma, ånga och snabba termiska expansions- och kontraktionsfenomen.
Med plasmachockvågor som exempel kan vi kortfattat förstå hur chockprocessen vid laserrengöring tar bort ytföroreningar.Med användning av lasrar med ultrakort pulsbredd (ns) och ultrahög toppeffekt (107–1010 W/cm2) kan yttemperaturen stiga kraftigt till förångningstemperaturer även om laserns ytabsorption är svag.Denna snabba temperaturökning bildar ånga ovanför materialets yta, som visas i illustrationen (a).Ångtemperaturen kan nå 104 – 105 K, tillräckligt för att jonisera själva ångan eller den omgivande luften och bilda ett plasma.Plasman blockerar lasern från att nå materialytan, vilket möjligen stoppar ytans förångning.Plasma fortsätter dock att absorbera laserenergi, vilket ytterligare ökar dess temperatur och skapar ett lokaliserat tillstånd av extremt hög temperatur och tryck.Detta genererar en momentan påverkan på 1-100 kbar på materialytan och överförs successivt inåt, som visas i illustrationerna (b) och (c).Under påverkan av stötvågen spricker ytföroreningar till små damm, partiklar eller fragment.När lasern rör sig bort från den bestrålade platsen försvinner plasman omedelbart, vilket skapar ett lokalt undertryck, och partiklarna eller fragmenten av föroreningarna avlägsnas från ytan, som visas i illustration (d).
Oscillationsprocess vid laserrengöring:
I oscillationsprocessen av laserrengöring sker både uppvärmning och kylning av materialet extremt snabbt under inverkan av kortpulslasrar.På grund av de olika värmeutvidgningskoefficienterna för olika material genomgår ytföroreningarna och substratet högfrekvent termisk expansion och sammandragning av varierande grad när de utsätts för kortpulsad laserbestrålning.Detta leder till en oscillerande effekt som gör att föroreningarna lossnar från materialytan.
Under denna skalningsprocess kan det hända att materialet inte förångas, och inte heller nödvändigtvis bildas plasma.Istället förlitar sig processen på de skjuvkrafter som genereras vid gränsytan mellan föroreningen och substratet under den oscillerande verkan, som bryter bindningen mellan dem.Studier har visat att en lätt ökning av laserinfallsvinkeln kan förbättra kontakten mellan lasern, de partikelformiga föroreningarna och gränsytan mellan substratet.Detta tillvägagångssätt sänker tröskeln för laserrengöring, vilket gör den oscillerande effekten mer uttalad och förbättrar rengöringseffektiviteten.Infallsvinkeln bör dock inte vara för stor, eftersom en mycket hög vinkel kan minska energitätheten som verkar på materialytan och därigenom försvaga laserns rengöringsförmåga.
Industriella tillämpningar av laserrengöring:
1: Mögelindustri
Laserrengöring möjliggör beröringsfri rengöring av formar, vilket säkerställer säkerheten för mögelytorna.Den garanterar precision och kan rengöra smutspartiklar på undermikronnivå som traditionella rengöringsmetoder kan ha svårt att få bort.Detta uppnår verklig föroreningsfri, effektiv och högkvalitativ rengöring.

2: Precisionsinstrumentindustri
I finmekaniska industrier behöver komponenter ofta ha estrar och mineraloljor som används för smörjning och korrosionsbeständighet borttagna.Kemiska metoder används vanligtvis för rengöring, men de lämnar ofta rester.Laserrengöring kan helt ta bort estrar och mineraloljor utan att skada komponenternas yta.Laserinducerade explosioner av oxidskikt på komponentens ytor resulterar i stötvågor, vilket gör att föroreningar avlägsnas utan mekanisk interaktion.

3: Järnvägsindustrin
För närvarande använder rälsrengöring före svetsning huvudsakligen hjulslipning och slipning, vilket leder till allvarliga substratskador och kvarvarande spänningar.Dessutom förbrukar den en betydande mängd slipande förbrukningsvaror, vilket resulterar i höga kostnader och allvarliga dammföroreningar.Laserrengöring kan ge en högkvalitativ, effektiv och miljövänlig rengöringsteknik för tillverkning av höghastighetsjärnvägsspår i Kina.Den tar upp frågor som sömlösa rälshål, grå fläckar och svetsdefekter, vilket förbättrar stabiliteten och säkerheten för höghastighetsjärnvägar.
4: Flygindustrin
Flygplansytor behöver målas om efter en viss tid, men innan målning måste den gamla färgen tas bort helt.Kemisk nedsänkning/avtorkning är en viktig metod för färgborttagning inom flygsektorn, vilket orsakar betydande kemiskt avfall och en oförmåga att uppnå lokal färgborttagning för underhåll.Laserrengöring kan uppnå högkvalitativ borttagning av färg från flygplanets hudyta och är lätt att anpassa till automatiserad produktion.För närvarande har denna teknik börjat användas vid underhåll av vissa avancerade flygplansmodeller utomlands.
5: Maritim industri
Förproduktionsrengöring inom sjöfartsindustrin använder vanligtvis sandblästringsmetoder, vilket orsakar allvarliga dammföroreningar i den omgivande miljön.Eftersom sandblästring gradvis förbjuds har det lett till minskad produktion eller till och med nedläggningar för varvsföretag.Laserrengöringsteknik kommer att ge en grön och föroreningsfri rengöringslösning för korrosionsskyddsbeläggning av fartygsytor.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Posttid: 2024-jan-16