






Ang Mga Prinsipyo ng Laser Welding
Laser weldingginagamit ang mahusay na direksyon at mataas na power density na katangian ng isang laser beam upang gumana.Sa pamamagitan ng isang optical system, ang laser beam ay nakatutok sa isang napakaliit na lugar, na lumilikha ng isang mataas na puro init na pinagmumulan sa isang napakaikling panahon.Ang prosesong ito ay natutunaw ang materyal sa welding point, na bumubuo ng solidified weld spot at seam.
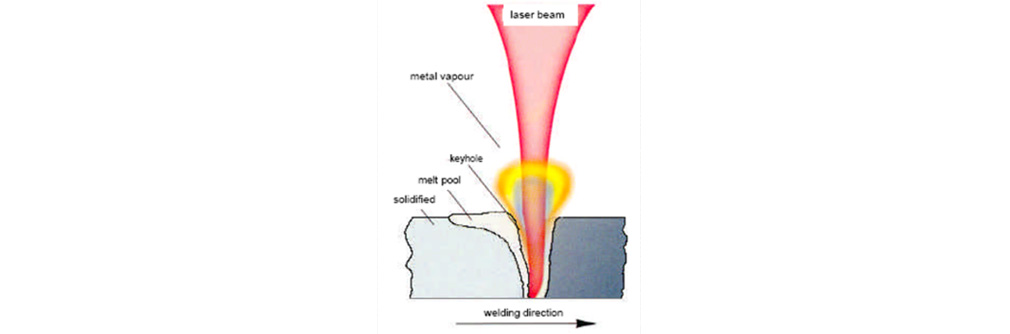
·Ang laser welding ay karaniwang nahahati sa conduction welding at deep penetration welding.
·Isang laser power density na 105~106w/cm2nagreresulta sa laser conduction welding.
·Isang laser power density na 105~106w/cm2nagreresulta sa laser deep penetration welding.
Ang Mga Katangian ng Laser Welding
Kung ikukumpara sa iba pang mga pamamaraan ng welding, ang laser welding ay nagtataglay ng mga sumusunod na katangian:
·Nakatuon na enerhiya, mataas na kahusayan sa hinang, mataas na katumpakan sa pagproseso, at isang malaking depth-to-width na ratio ng weld seam.
·Mababang input ng init, maliit na zone na apektado ng init, minimal na natitirang stress, at mababang deformation ng workpiece.
·Non-contact welding, fiber optic transmission, mahusay na accessibility, at mataas na antas ng automation.
·Nababaluktot na magkasanib na disenyo, nagse-save ng mga hilaw na materyales.
·Ang enerhiya ng hinang ay maaaring tumpak na makontrol, na tinitiyak ang matatag na mga resulta ng hinang at isang magandang hitsura ng hinang.
Welding ng Bakal at mga Alloy nito
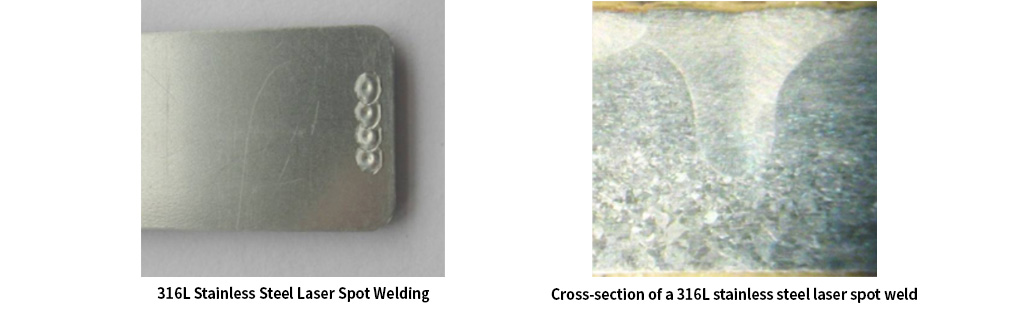
·Ang hindi kinakalawang na asero ay maaaring makamit ang mahusay na mga resulta ng hinang gamit ang isang karaniwang square wave.
·Kapag nagdidisenyo ng mga welded na istruktura, subukang panatilihin ang mga weld point na malayo sa mga non-metallic substance hangga't maaari.
·Upang matugunan ang mga kinakailangan sa lakas at hitsura, ipinapayong magreserba ng sapat na lugar ng hinang at kapal ng workpiece.
·Sa panahon ng hinang, mahalagang tiyakin ang kalinisan ng workpiece at ang pagkatuyo ng kapaligiran.
Welding ng Aluminum at mga Alloy nito
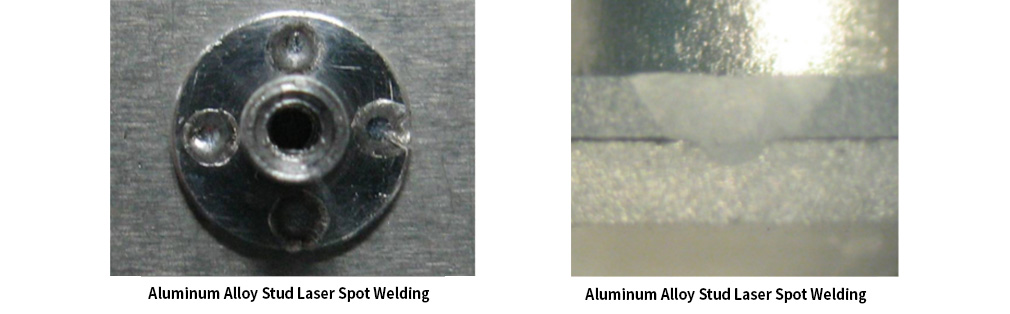
·Ang mga materyales ng aluminyo na haluang metal ay may mataas na reflectivity;samakatuwid, ang isang mataas na laser peak power ay kailangan sa panahon ng hinang.
·Ang mga bitak ay madaling mangyari sa panahon ng pulse spot welding, na nakakaapekto sa lakas ng hinang.
·Ang materyal na komposisyon ay madaling kapitan ng paghihiwalay, na humahantong sa splattering.Maipapayo na pumili ng mataas na kalidad na hilaw na materyales.
·Sa pangkalahatan, ang paggamit ng isang malaking sukat ng lugar at mahabang lapad ng pulso ay maaaring makamit ang mas mahusay na mga resulta ng hinang.
Welding ng Copper at mga Alloy nito
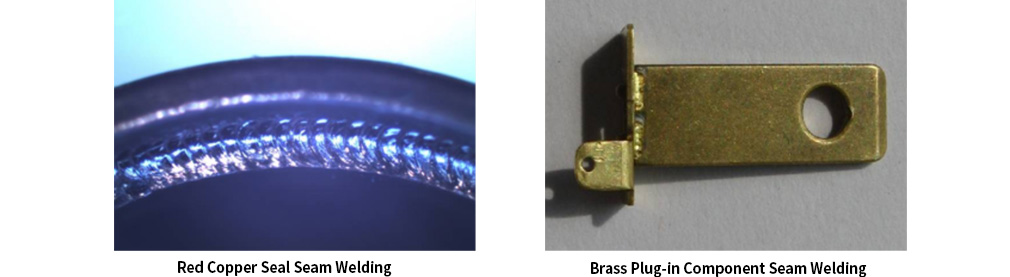
·Ang mga materyales na tanso ay may mas mataas na reflectivity kumpara sa mga aluminyo na haluang metal, na nangangailangan ng mas mataas na peak laser power para sa welding.Ang ulo ng laser ay kailangang ikiling sa isang tiyak na anggulo.
·Para sa ilang mga tansong haluang metal, tulad ng tanso at tanso, ang kahirapan sa hinang ay nadagdagan dahil sa impluwensya ng mga elemento ng haluang metal.Ang pansin ay dapat bayaran sa pagpili ng mga parameter ng proseso ng hinang.
Di-magkatulad na Metal Welding

·Maaari bang mabuo ang isang solidong solusyon.
·Mayroon bang makabuluhang pagkakaiba sa electronegativity sa pagitan ng hindi magkatulad na mga metal.
·Iba pang mga salik na nakakaimpluwensya.
Kung ang magkaibang mga metal ay maaaring bumuo ng mga de-kalidad na welding joint ay higit sa lahat ay nakasalalay sa mga pisikal na katangian, kemikal na katangian, kemikal na komposisyon, at mga hakbang sa proseso ng mga metal na hinangin.Ito ay karaniwang isinasaalang-alang mula sa mga sumusunod na aspeto:
·Kung ang isang solidong solusyon ay maaaring mabuo ay depende sa kung ang hindi magkatulad na mga metal ay maaaring magkatuwang na matunaw sa likido at solidong estado.Lamang kapag maaari silang matunaw sa bawat isa nang walang katiyakan, ang isang malakas at solidong weld joint ay maaaring mabuo.Sa pangkalahatan, ang isang makabuluhang solubility, o kahit na walang limitasyong solubility, ay makakamit lamang kapag ang pagkakaiba ng atomic radius sa pagitan ng dalawang metal ay mas mababa sa humigit-kumulang 14% hanggang 15%.
·Kung mayroong isang makabuluhang pagkakaiba sa electronegativity sa pagitan ng hindi magkatulad na mga metal ay mahalaga din.Kung mas malaki ang pagkakaiba, mas malakas ang kanilang pagkakaugnay sa kemikal, na may posibilidad na humantong sa pagbuo ng mga compound kaysa sa mga solidong solusyon.Bilang isang resulta, ang solubility ng solid na solusyon na nabuo ay nabawasan, at ang lakas ng weld joint ay mas mababa din.
·Bukod pa rito, ang welding ng hindi magkatulad na mga metal ay lubhang naaapektuhan ng mga katangian tulad ng mga melting point, coefficients ng thermal expansion, thermal conductivities, specific heats, oxidizability, at reflectivity ng mga materyales na kasangkot.Kung mas malaki ang pagkakaiba sa mga pisikal na katangiang ito, mas mahirap itong magwelding, at mas mahina ang lakas ng resultang weld joint.
·Karaniwan, ang laser welding ng hindi magkatulad na mga materyales na metal tulad ng bakal na may tanso, aluminyo, at nikel, pati na rin ang tanso na may nikel, ay nagpapakita ng mahusay na weldability, na humahantong sa kasiya-siyang kalidad ng hinang.
Ang laser welding ay nakakahanap ng malawak na aplikasyon sa iba't ibang sektor, kabilang ang ngunit hindi limitado sa mga sumusunod na lugar:
1: Hindi magkatulad na Metal Welding
Ang laser welding ay malawakang ginagamit sa mga industriya ng pagmamanupaktura tulad ng automotive, aerospace, electronics, at mechanical engineering.Ginagamit ito para sa mga bahagi ng hinang at pag-assemble ng mga istruktura, pagpapahusay ng kahusayan sa produksyon at kalidad ng produkto.
2: Mga Medical Device
Sa pagmamanupaktura ng mga medikal na aparato, ang laser welding ay ginagamit para sa pagkonekta at pag-assemble ng maliliit, precision na mga bahagi, na tinitiyak ang mga de-kalidad na produkto habang iniiwasan ang sobrang init na epekto sa mga materyales.
3: Electronics
Dahil sa mataas na katumpakan nito at mababang init na input, ang laser welding ay malawakang inilalapat sa paggawa ng mga elektronikong aparato, kabilang ang circuit board welding at microelectronic na mga bahagi.
4: Aerospace
Ginagamit ang laser welding sa sektor ng aerospace para sa pagmamanupaktura ng sasakyang panghimpapawid at mga bahagi ng aerospace, na nagpapagana ng magaan na disenyo at mga koneksyon na may mataas na lakas.
5: Sektor ng Enerhiya
Sa industriya ng enerhiya, ang laser welding ay ginagamit para sa paggawa ng mga solar panel, nuclear power equipment, at iba pang mga bahagi na nauugnay sa produksyon ng enerhiya.
6: Alahas at Paggawa ng Relo
Dahil sa kakayahang umangkop nito sa pino at masalimuot na mga istraktura, ang laser welding ay kadalasang ginagamit sa paggawa ng mga alahas at mga relo para sa pagkonekta at pag-aayos ng mga maselang bahagi.
7: Industriya ng Sasakyan
Sa pagmamanupaktura ng sasakyan, ang laser welding ay ginagamit para sa pagkonekta ng mga bahagi ng automotive, pagpapabuti ng kahusayan ng welding, at pagpapahusay ng kalidad ng produkto.
Sa pangkalahatan, ang mataas na katumpakan, bilis, at versatility ng laser welding ay ginagawa itong malawak na naaangkop sa mga larangan ng pagmamanupaktura at produksyon.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Oras ng post: Ene-17-2024